

授权公布号:CN108787779B
一种镁合金连挤控温连轧生产方法和系统
有效
申请
2017-04-26
申请公布
2018-11-13
授权
2019-10-08
预估到期
2037-04-26
| 申请号 | CN201710283111.1 |
| 申请日 | 2017-04-26 |
| 申请公布号 | CN108787779A |
| 申请公布日 | 2018-11-13 |
| 授权公布号 | CN108787779B |
| 授权公告日 | 2019-10-08 |
| 分类号 | B21C37/02;B21B1/26;B21B3/00;B21B37/74;B21B27/10;B21B15/00 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 中国宝武钢铁集团有限公司 |
| 申请人地址 | 上海市浦东新区浦电路370号 |
专利法律状态
2019-10-08
授权
状态信息
授权
2018-12-07
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21C37/02;申请日:20170426
2018-11-13
公布
状态信息
公布
摘要
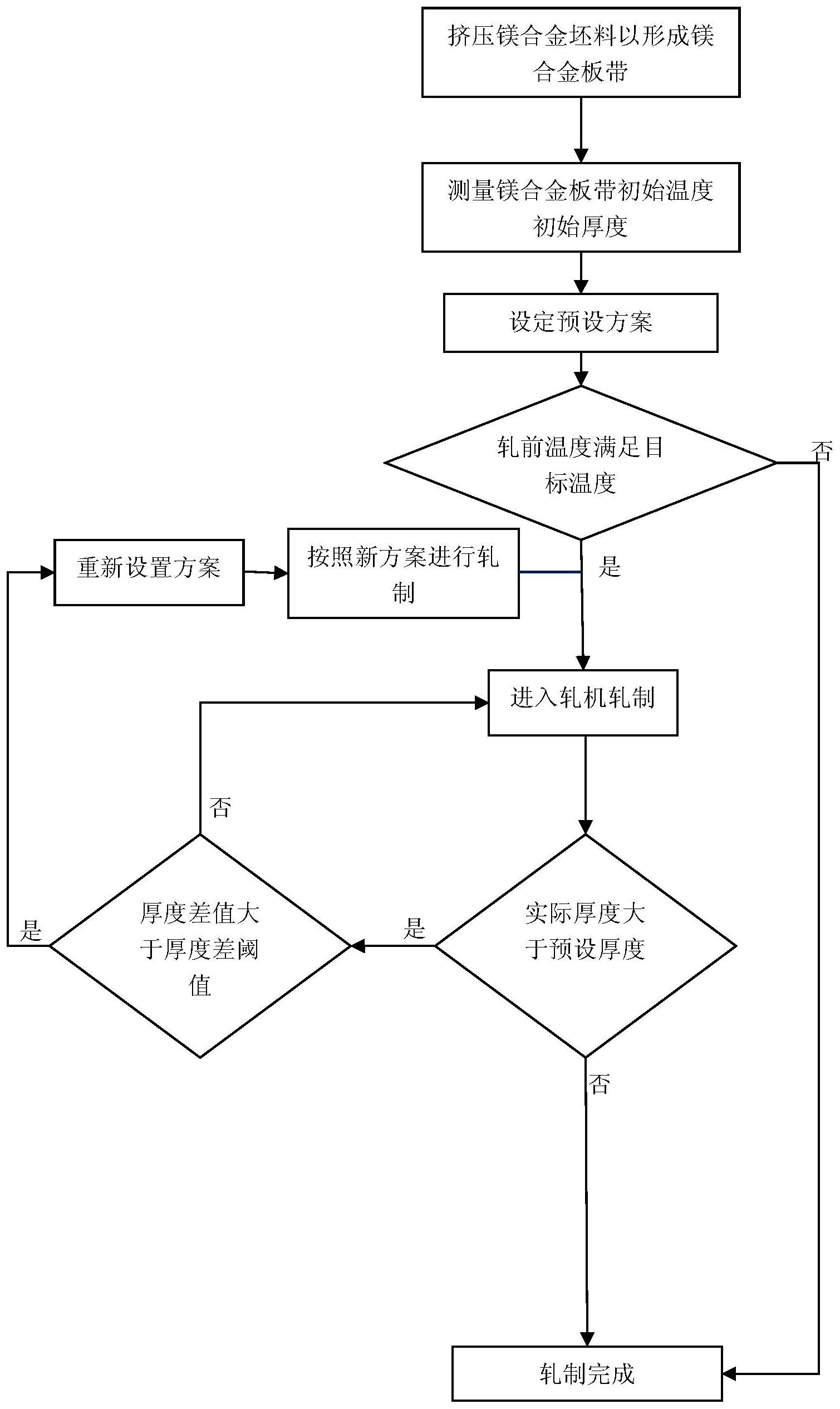
本发明公开了一种镁合金连挤控温连轧生产方法,包括步骤:(1)挤压:镁合金坯料被挤压成镁合金板带;(2)测量镁合金板带的初始温度和初始厚度,根据测得的初始厚度和初始温度得到并输出预设的方案,所述方案至少包括各轧制道次的预加热方案和轧制方案,所述轧制方案至少包括轧制道次和各轧制道次的预压下量;(3)轧制:(4)轧制完成。本发明所述的镁合金连挤控温连轧生产方法采用连续挤压和在线控温控轧相结合的轧制方法,通过对镁合金坯料的挤压和轧制工艺的自适应控制,实现镁合金坯料连续挤压和控温控轧工艺的高效连续运行,并与实时的板带状态相匹配,有利于提高轧制工艺的顺行和产品质量的稳定。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有