

授权公布号:CN106272068B
一种中缸体内腔精磨支撑装置及精磨方法
有效
申请
2016-10-27
申请公布
2017-01-04
授权
2020-07-03
预估到期
2036-10-27
| 申请号 | CN201610952213.3 |
| 申请日 | 2016-10-27 |
| 申请公布号 | CN106272068A |
| 申请公布日 | 2017-01-04 |
| 授权公布号 | CN106272068B |
| 授权公告日 | 2020-07-03 |
| 分类号 | B24B41/06;B24B5/48;B24B5/35;B24B1/00 |
| 分类 | 磨削;抛光; |
| 申请人名称 | 安徽安通智能装备制造股份有限公司 |
| 申请人地址 | 安徽省马鞍山市博望区新市工业材料园 |
专利法律状态
2020-07-03
授权
状态信息
授权
2020-02-11
著录事项变更
状态信息
著录事项变更IPC(主分类):B24B41/06变更前 申请人:安徽安通机械有限公司 地址:243000 安徽省马鞍山市博望区新市工业材料园变更后 申请人:安徽安通智能装备制造股份有限公司 地址:243000 安徽省马鞍山市博望区新市工业材料园
2017-02-01
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B24B 41/06申请日:20161027
2017-01-04
公布
状态信息
公布
摘要
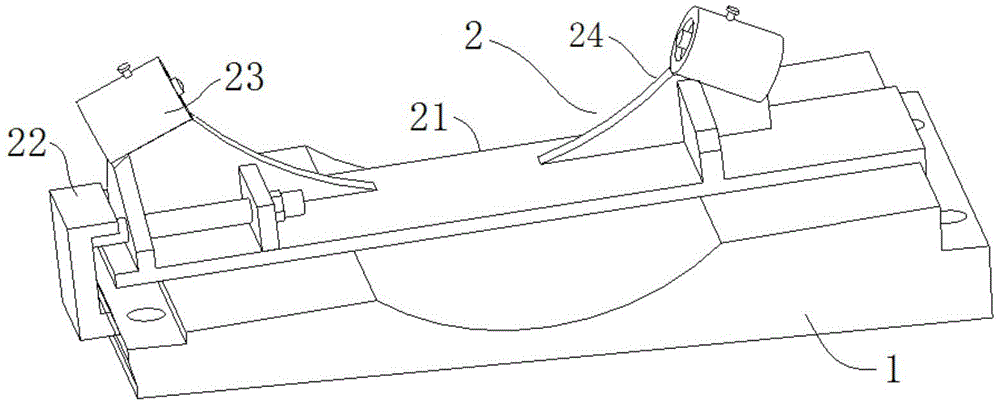
本发明公开了一种中缸体内腔精磨支撑装置及精磨方法,属于破碎锤加工领域。本发明的一种中缸体内腔精磨支撑装置,包括底座、支撑台和圆盘;所述的底座上表面倾斜设置,支撑台固定在底座上,支撑台的底面与底座上表面配合,且支撑台上设置的两个圆盘托架关于竖直中截面对称;在圆盘托架中设有支撑头,圆盘的内孔用于套装中缸体的颈部,圆盘的外壁由支撑头支撑。采用该支撑装置进行辅助支撑,利用磨床进行磨削加工,只需一道工序,不需要翻转,精简了工序,而且加工时避免了中缸体自身重量所引起的偏心惯量对加工的影响,大大提高了加工精度。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有