

授权公布号:CN108015499B
一种基于折弯、平整技术的液压锤壳体装配方法
有效
申请
2017-12-13
申请公布
2018-05-11
授权
2021-03-23
预估到期
2037-12-13
| 申请号 | CN201711328313.X |
| 申请日 | 2017-12-13 |
| 申请公布号 | CN108015499A |
| 申请公布日 | 2018-05-11 |
| 授权公布号 | CN108015499B |
| 授权公告日 | 2021-03-23 |
| 分类号 | B23K37/04;B23P15/00;B21D5/01;B21D1/00;B21D5/00 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 安徽安通智能装备制造股份有限公司 |
| 申请人地址 | 安徽省马鞍山市博望区新市工业材料园 |
专利法律状态
2021-04-02
专利权人的姓名或者名称、地址的变更
状态信息
专利权人的姓名或者名称、地址的变更;IPC(主分类):B23P 15/00;专利号:ZL201711328313X;变更事项:专利权人;变更前:安徽安通机械有限公司;变更后:安徽安通智能装备制造股份有限公司;变更事项:地址;变更前:243000 安徽省马鞍山市博望区新市工业材料园;变更后:243000 安徽省马鞍山市博望区新市工业材料园
2021-03-23
授权
状态信息
授权
2018-06-05
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23P 15/00;专利申请号:201711328313X;申请日:20171213
2018-05-11
发明专利申请公布
状态信息
公布
摘要
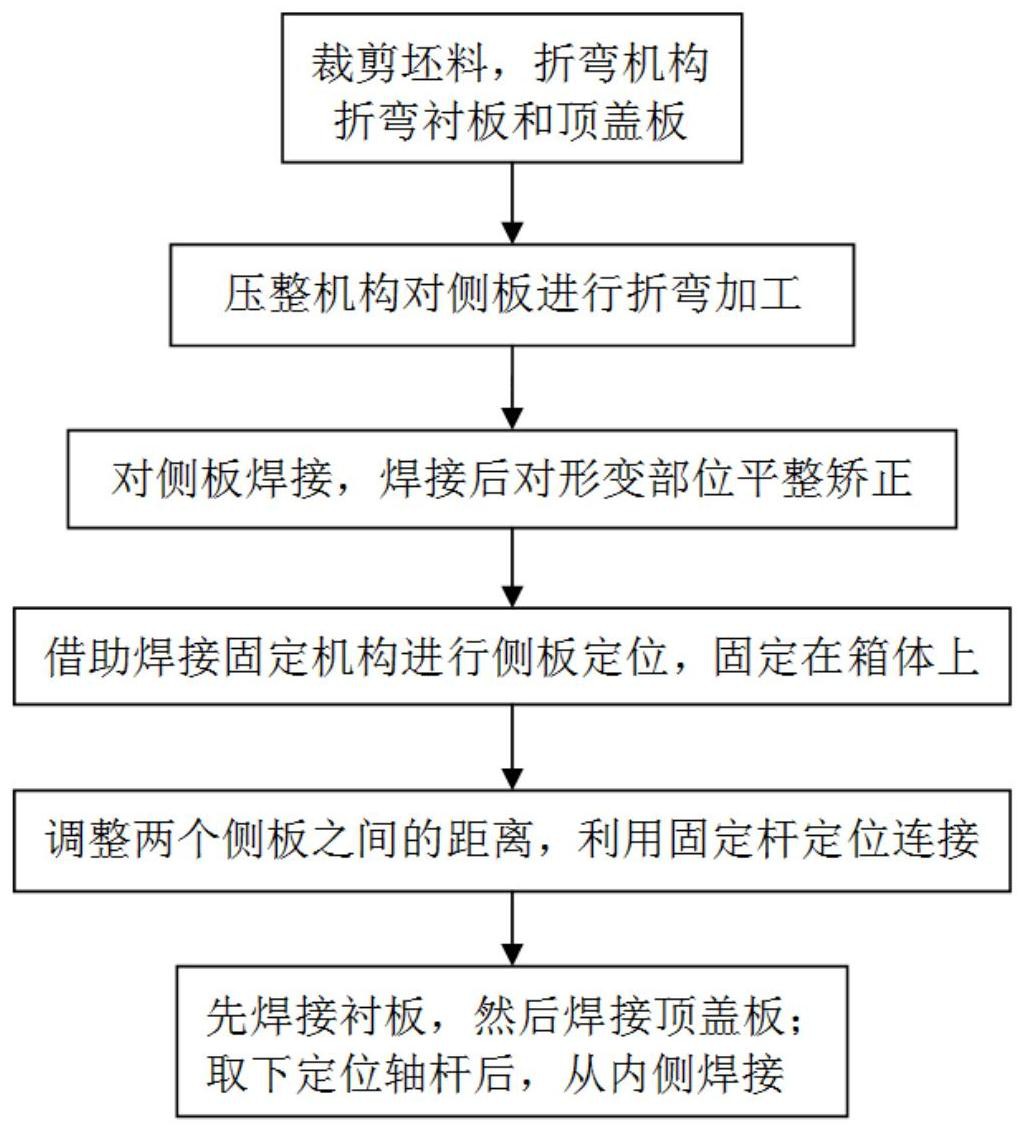
本发明公开了一种基于折弯、平整技术的液压锤壳体装配方法,属于液压锤加工领域。本发明首先裁剪坯料,利用折弯机构对衬板和顶盖板折弯加工,压整机构对侧板进行折弯加工;然后对侧板进行焊接处理,并利用压整机构对侧板进行平整矫正;然后可利用焊接固定机构进行焊接:先在焊接固定机构的箱体与挡板之间的间隙放入加工后的侧板,利用定位轴杆固定后,通过利用固定杆焊接定位,把两个侧板连接;固定后可焊接衬板、顶盖板,吊出外壳体后再从内侧对顶盖板、衬板进行焊接,完成焊接组装加工。本发明利用简易的折弯机构进行工件折弯,压整机构对侧板进行折弯和焊接后的矫正,能够保证其组装前的平整度,装置简单,使用方便。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有