

授权公布号:CN102172657B
一种半挂车轴管增厚设备的轴管增厚方法
有效
申请
2011-01-19
申请公布
2011-09-07
授权
2013-04-17
预估到期
2031-01-19
| 申请号 | CN201110021359.3 |
| 申请日 | 2011-01-19 |
| 申请公布号 | CN102172657A |
| 申请公布日 | 2011-09-07 |
| 授权公布号 | CN102172657B |
| 授权公告日 | 2013-04-17 |
| 分类号 | B21C23/02;B21C29/00 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 广东富华工程机械制造有限公司 |
| 申请人地址 | 广东省江门市台山市三台大道北一号 |
专利法律状态
2016-08-10
专利申请权、专利权的转移
状态信息
专利权的转移;IPC(主分类):B21C23/02;登记生效日:20160721;变更事项:专利权人;变更前:广东富华工程机械制造有限公司;变更后:广东富华重工制造有限公司;变更事项:地址;变更前:528323 广东省佛山市顺德区勒流镇黄连工业大道三号;变更后:529200 广东省江门市台山市三台大道北一号
2013-04-17
授权
状态信息
授权
2011-11-16
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B21C 23/02申请日:20110119
2011-09-07
公布
状态信息
公布
摘要
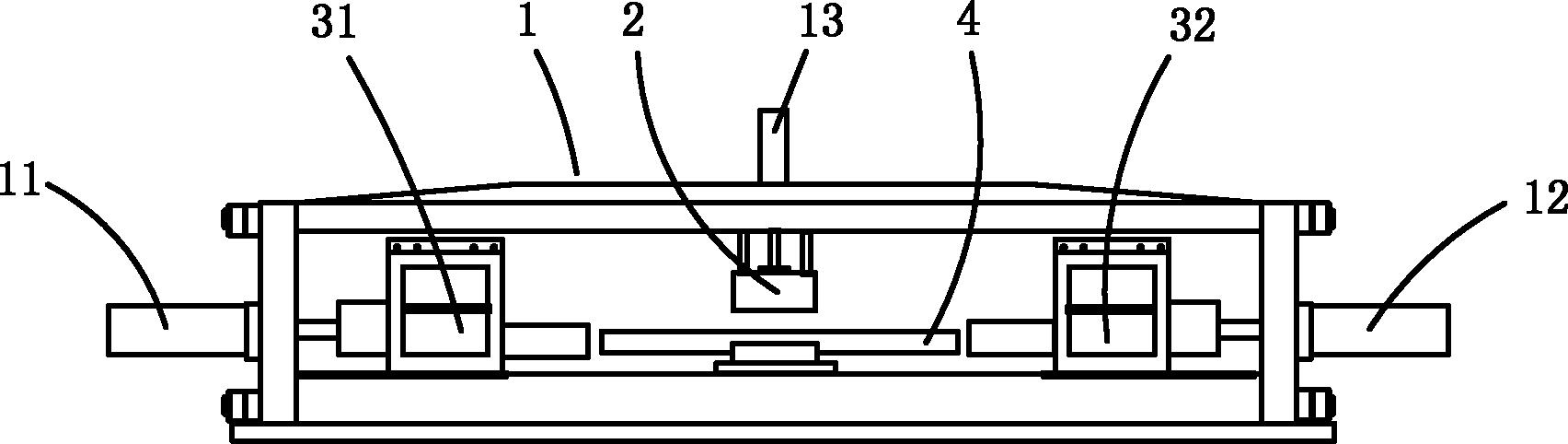
一种半挂车轴管增厚设备的轴管增厚方法,包括机床、液压系统和中频加热炉,机床两端设有第一模套和第二模套,两模套均安装有增厚模且分别与油缸联接,机床上设有包括第三油缸和夹紧块的夹紧装置,第三油缸的活塞杆连接夹紧块,机床与中频加热炉间设有步进横移装置,还包括以下步骤:1)轴管两端套入中频加热炉的炉腔内,增厚部位炉内加热,加热结束后中频加热炉复位;2)步进横移装置将轴管输送至机床上;3)将轴管夹紧,使轴管两端的增厚部位分别进入第一、第二模套上的增厚模内;4)液压系统向轴管施加轴向挤压力,使轴管的增厚部位的壁厚增加。本发明的轴管增厚方法具有生产效率高,生产成本低的优点。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有