

授权公布号:CN105568162B
船用低速大功率柴油机连杆锻件及制造工艺
有效
申请
2015-12-23
申请公布
2016-05-11
授权
2018-03-27
预估到期
2035-12-23
| 申请号 | CN201510981026.3 |
| 申请日 | 2015-12-23 |
| 申请公布号 | CN105568162A |
| 申请公布日 | 2016-05-11 |
| 授权公布号 | CN105568162B |
| 授权公告日 | 2018-03-27 |
| 分类号 | C22C38/18;C22C38/02;C22C38/04;C21D8/00 |
| 分类 | 冶金;黑色或有色金属合金;合金或有色金属的处理; |
| 申请人名称 | 宝鼎科技股份有限公司 |
| 申请人地址 | 浙江省杭州市临平区塘栖镇唐家埭村一组 |
专利法律状态
2023-04-25
专利申请权、专利权的转移
状态信息
专利权的转移;IPC(主分类):C22C 38/18;专利号:ZL2015109810263;登记生效日:20230413;变更事项:专利权人;变更前权利人:宝鼎科技股份有限公司;变更后权利人:宝鼎重工有限公司;变更事项:地址;变更前权利人:311106 浙江省杭州市余杭区塘栖镇工业园区内;变更后权利人:311106 浙江省杭州市临平区塘栖镇唐家埭村一组
2018-03-27
授权
状态信息
授权
2016-06-08
实质审查的生效
状态信息
实质审查的生效IPC(主分类):C22C 38/18申请日:20151223
2016-05-11
公布
状态信息
公布
摘要
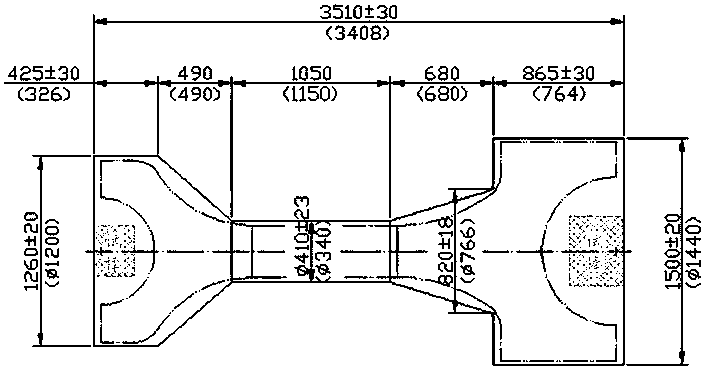
本发明涉及一种连杆在两次镦拔锻造工艺后,既实现连杆锻件的几何宽度尺寸,又能够确保其内部探伤无缺陷的船用低速大功率柴油机连杆锻件及制造工艺,质量百分比(%):C0.35~0.39、Si0.15~0.30、Mn0.70~0.90、P≤0.020、S≤0.015、Cr0.20~0.30,其余是Fe。优点:一是本申请化学成分科学选择及工艺的创新,满足其机械性能的指标要求;二是确保了其内部探伤无缺陷;三是加工余量小,切削加工工时短,大大地降低了制造成本。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有