

授权公布号:CN104174745B
厚钢板热压成型系统及成型方法
有效
申请
2014-08-20
申请公布
2014-12-03
授权
2016-09-28
预估到期
2034-08-20
| 申请号 | CN201410409754.2 |
| 申请日 | 2014-08-20 |
| 申请公布号 | CN104174745A |
| 申请公布日 | 2014-12-03 |
| 授权公布号 | CN104174745B |
| 授权公告日 | 2016-09-28 |
| 分类号 | B21D22/02;B21D37/14;B21D37/10;B21D45/04 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 宝鼎科技股份有限公司 |
| 申请人地址 | 浙江省杭州市余杭区塘栖镇工业园区内 |
专利法律状态
2016-09-28
授权
状态信息
授权
2016-04-13
著录事项变更
状态信息
著录事项变更;IPC(主分类):B21D22/02;变更事项:申请人;变更前:宝鼎重工股份有限公司;变更后:宝鼎科技股份有限公司;变更事项:地址;变更前:311106 浙江省杭州市余杭区塘栖镇工业园区内;变更后:311106 浙江省杭州市余杭区塘栖镇工业园区内
2014-12-31
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21D22/02;申请日:20140820
2014-12-03
公布
状态信息
公布
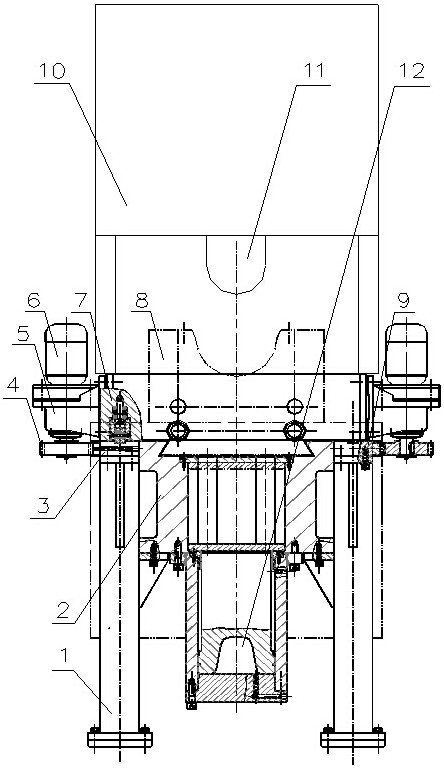
摘要
本发明涉及一种既能够将半圆板热压成型模具送入超高压厚钢板液压机中进行模压成型,又兼有下工作台功能,且能够将厚度达80毫米以米的厚钢板热压成型的厚钢板热压成型系统及成型方法,包括控制器,超高压油压机的活塞端面固有热压模头,超高压油压机的下工作台两侧分别设有多根支撑立柱,多根支撑立柱的上端面铺有导轨,导轨上设有移动式模具底座,导轨外侧为齿条状结构,两台齿轮减速电机相对固定在移动式模具底座端面的端板箱体两侧,两台齿轮减速电机中的齿轮与导轨外侧齿条相啮合且在电机及减速器驱动下带动移动式模具底座前后移动,厚钢板热压成型模具固定安装在模具底座上。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有