

授权公布号:CN113635227B
一种磨轴承沟道聚合磨料陶瓷砂轮及其制备方法
有效
申请
2021-08-13
申请公布
2021-11-12
授权
2022-09-06
预估到期
2041-08-13
| 申请号 | CN202110929526.8 |
| 申请日 | 2021-08-13 |
| 申请公布号 | CN113635227A |
| 申请公布日 | 2021-11-12 |
| 授权公布号 | CN113635227B |
| 授权公告日 | 2022-09-06 |
| 分类号 | B24D3/18;B24D3/34;B24D18/00 |
| 分类 | 磨削;抛光; |
| 申请人名称 | 白鸽磨料磨具有限公司 |
| 申请人地址 | 河南省郑州市新材料产业园区科学大道121号 |
专利法律状态
2022-09-06
授权
状态信息
授权
2021-11-12
公布
状态信息
公布
摘要
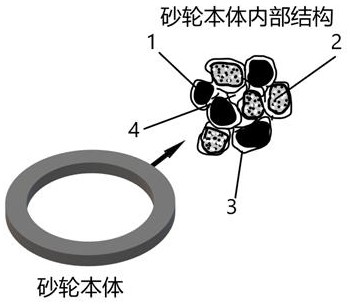
本发明公开一种磨轴承沟道聚合磨料陶瓷砂轮及其制备方法,属于固结磨具制造技术领域。其制备方法包括如下步骤:(1)配制混合成型料:将一定比例和粒度的聚合磨料与白刚玉磨料混合构成磨料组分,配入结合剂、辅料糊精粉和临时粘结剂糊精液混合均匀得到成型料;磨料质量与陶瓷结合剂的质量比为76‑88:24‑12,所述辅料糊精粉的用量为磨料、陶瓷结合剂总质量的1‑2%,所述临时粘结剂糊精液的用量为外加磨料、陶瓷结合剂总质量的3‑6%;(2)成型和烧成:将混配好混合料按相应规格磨具的成型技术参数进行投料、梳料、刮平、施压、定型、脱模、干燥,在常压下1050‑1100℃温度制度条件下焙烧5~7小时。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有