

授权公布号:CN114653793B
一种钛合金成型件的制备方法和一种钛合金薄壁型材的制备方法
有效
申请
2022-03-30
申请公布
2022-06-24
授权
2023-08-04
预估到期
2042-03-30
| 申请号 | CN202210326834.6 |
| 申请日 | 2022-03-30 |
| 申请公布号 | CN114653793A |
| 申请公布日 | 2022-06-24 |
| 授权公布号 | CN114653793B |
| 授权公告日 | 2023-08-04 |
| 分类号 | B21D5/14;B21D37/16;B21D21/00;C22F1/18;C21D9/08 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 西部金属材料股份有限公司 |
| 申请人地址 | 陕西省西安市经济技术开发区泾渭工业园西金路西段15号 |
专利法律状态
2023-08-04
授权
状态信息
授权
2022-07-12
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21D5/14;申请日:20220330
2022-06-24
公布
状态信息
公布
摘要
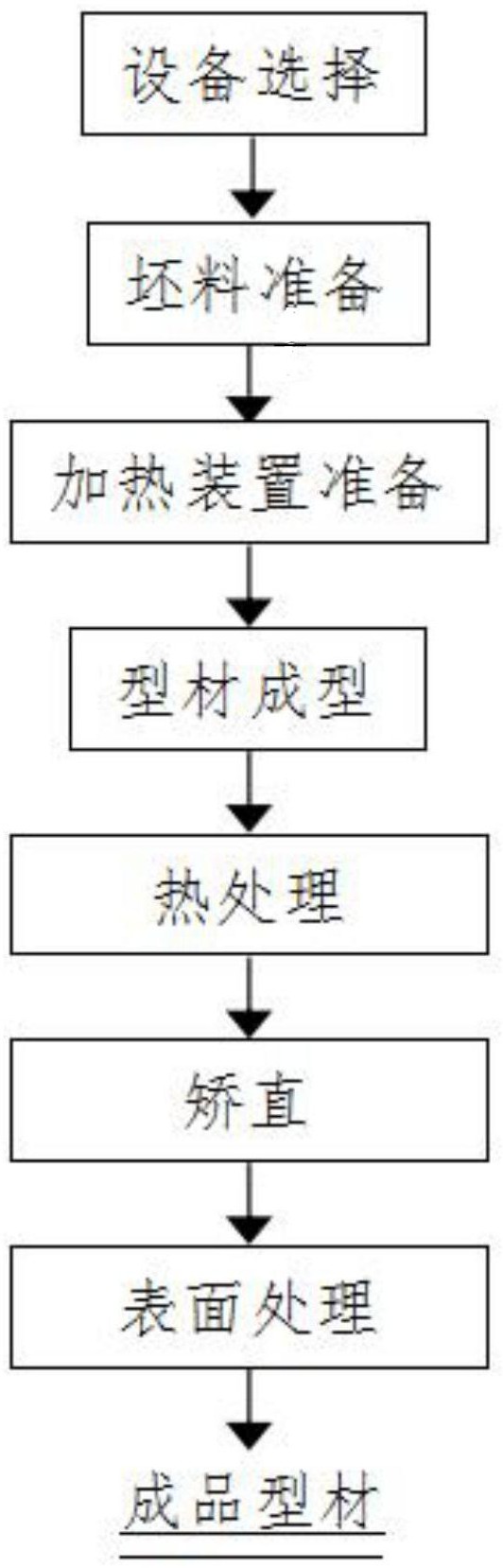
本发明涉及金属加工技术领域,提供了一种钛合金成型件的制备方法和一种钛合金薄壁型材的制备方法。本发明提供的制备方法包括以下步骤:将钛合金坯料进行多架次辊弯成型,得到成型件,在多架次辊弯成型的过程中进行加热;辊弯成型的架次为7~13架次;加热包括:当成型架次为偶数N时,则从成型架次的第N/2架次开始,每个架次成型后进行加热;当成型架次数为奇数M时,则从成型架次的第(M+1)/2架次开始,每个架次成型后进行加热。本发明通过设置合适的成型架次以及在成型设备的中后段架次之间设置加热装置,减缓了钛合金加工时的变形剧烈程度,防止其开裂,并降低了钛合金的加工难度,有利于提高型材的尺寸精度和成品率。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有