

授权公布号:CN107803572B
一种焊接作业的控制方法及装置
有效
申请
2017-10-20
申请公布
2018-03-16
授权
2019-11-29
预估到期
2037-10-20
| 申请号 | CN201710981648.5 |
| 申请日 | 2017-10-20 |
| 申请公布号 | CN107803572A |
| 申请公布日 | 2018-03-16 |
| 授权公布号 | CN107803572B |
| 授权公告日 | 2019-11-29 |
| 分类号 | B23K9/173;B23K9/09;B23K9/095 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 北京时代科技股份有限公司 |
| 申请人地址 | 北京市海淀区上地信息产业基地开拓路17号 |
专利法律状态
2021-12-17
专利权质押合同登记的生效、变更及注销
状态信息
专利权质押合同登记的生效IPC(主分类):B23K9/173登记号:Y2021980013761登记生效日:20211201出质人:北京时代科技股份有限公司质权人:中关村科技租赁股份有限公司发明名称:一种焊接作业的控制方法及装置授权公告日:20191129
2019-11-29
授权
状态信息
授权
2019-11-29
授权
状态信息
授权
2018-04-10
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B23K 9/173
2018-04-10
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B23K 9/173
2018-03-16
公布
状态信息
公布
2018-03-16
公布
状态信息
公布
摘要
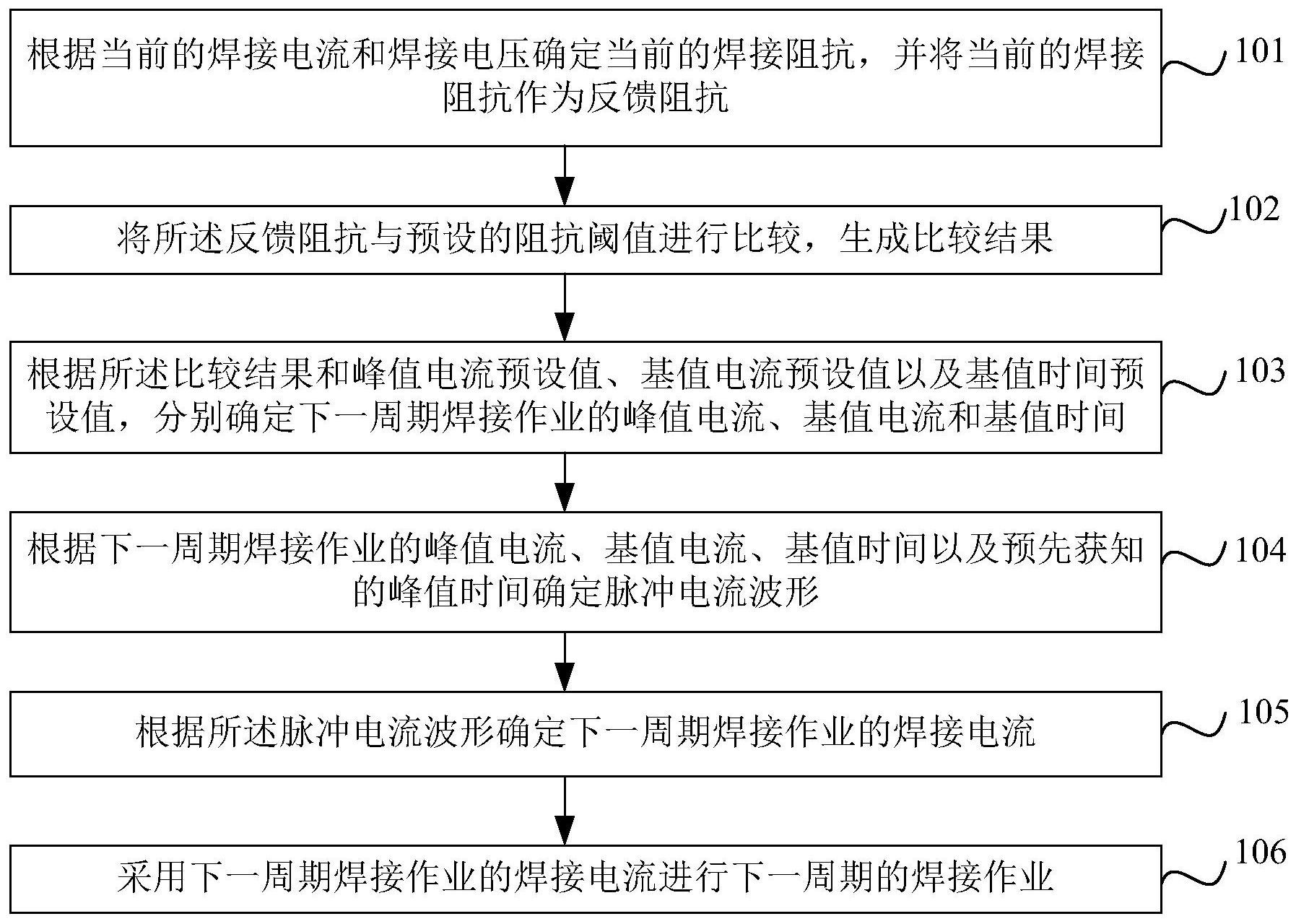
本发明提供了一种焊接作业的控制方法及装置,涉及脉冲焊接技术领域。方法包括:根据当前的焊接电流和焊接电压确定当前的焊接阻抗,作为反馈阻抗;将反馈阻抗与预设的阻抗阈值进行比较,生成比较结果;根据比较结果和峰值电流预设值、基值电流预设值以及基值时间预设值,分别确定下一周期焊接作业的峰值电流、基值电流和基值时间,结合预先获知的峰值时间确定脉冲电流波形;根据脉冲电流波形确定下一周期焊接作业的焊接电流,从而进行下一周期的焊接作业。本发明通过以焊接阻抗作为反馈量来进行焊接控制,从而完成对焊丝的熔化控制,进而对焊接电弧长度进行控制,可以保证在焊接过程中电弧弧长稳定。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有