

授权公布号:CN112264566B
一种大型热强钛合金锻件的加工方法
有效
申请
2020-09-22
申请公布
2021-01-26
授权
2023-08-01
预估到期
2040-09-22
| 申请号 | CN202011002279.9 |
| 申请日 | 2020-09-22 |
| 申请公布号 | CN112264566A |
| 申请公布日 | 2021-01-26 |
| 授权公布号 | CN112264566B |
| 授权公告日 | 2023-08-01 |
| 分类号 | B21J5/00;B21J5/02;B21J5/06;B21J1/06;C22F1/18;C21D1/26 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 宝鸡钛业股份有限公司 |
| 申请人地址 | 陕西省宝鸡市高新开发区高新大道88号 |
专利法律状态
2023-08-01
授权
状态信息
授权
2021-02-12
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21J5/00;申请日:20200922
2021-01-26
公布
状态信息
公布
摘要
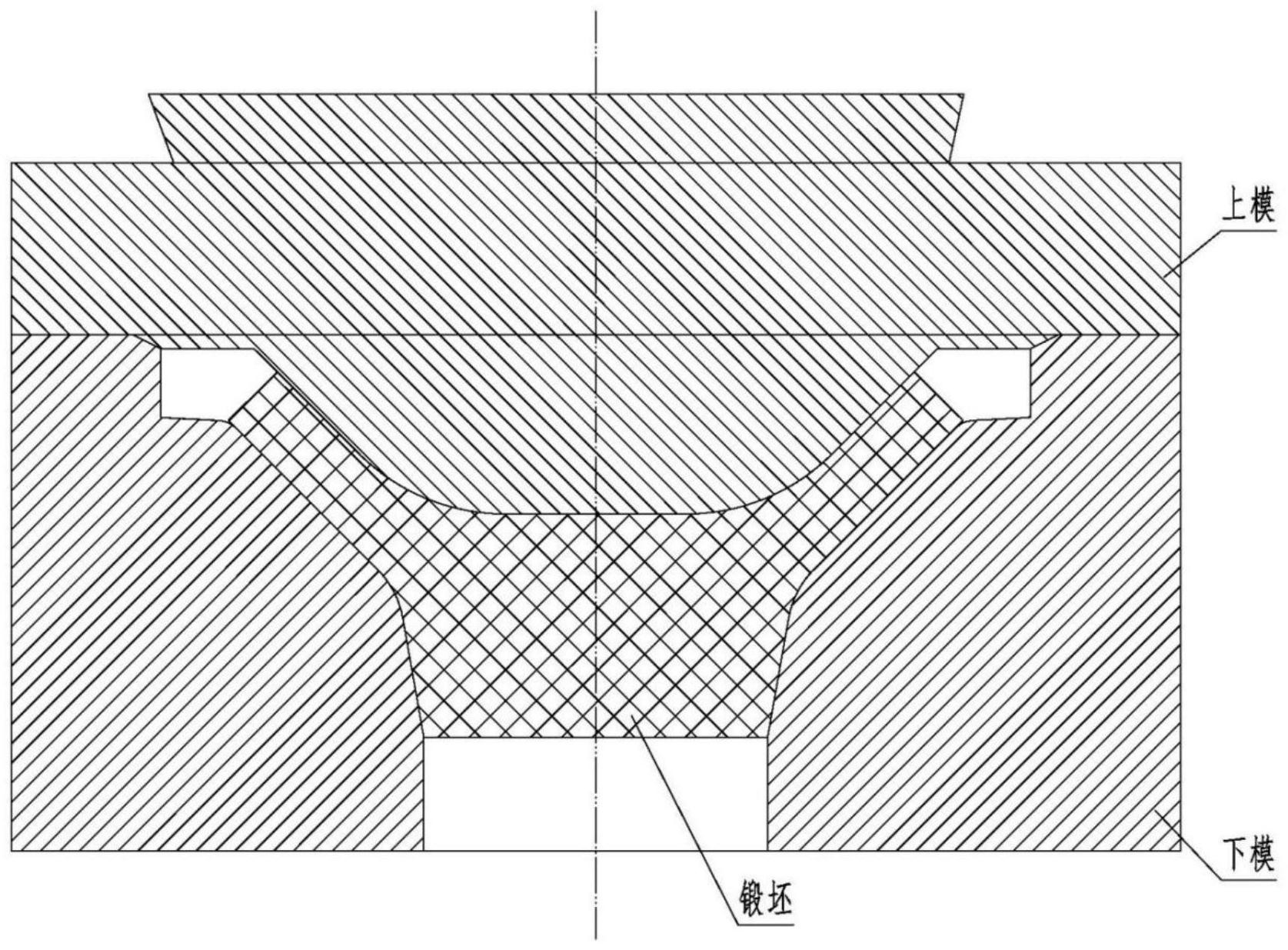
本发明公开了一种大型热强钛合金锻件的加工方法,包括:得到钛合金铸锭;在铸锭表面涂刷涂层,然后进行加热,再开坯锻造,得到第一钛合金锻坯,将其加工成第一圆柱形锻坯;对第一圆柱形锻坯进行加热,得到第二钛合金锻坯,并将第二钛合金锻坯加工成第二圆柱形锻坯;对第二圆柱形锻坯进行加热,得到第三钛合金锻坯,并将该锻坯锻制成方坯;对方坯进行加热后,经各种工序锻制成台阶状胎模锻坯;对台阶状胎模锻坯进行机械加工,去除缺陷后在其表面涂刷涂层,然后进行加热,再将台阶状胎模锻坯料放置于胎模锻模具中进行成型,得到半成品热强钛合金锻件;对半成品热强钛合金锻件进行双重退火,得到成品锻件。该方法降低了热强钛合金的锻件的制备成本。
 客服微信号
客服微信号
 商务合作微信
商务合作微信
 关注公众号
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有