

授权公布号:CN111014329B
一种铝合金无缝管无间隙挤压方法
有效
申请
2019-12-13
申请公布
2020-04-17
授权
2021-09-28
预估到期
2039-12-13
| 申请号 | CN201911279301.1 |
| 申请日 | 2019-12-13 |
| 申请公布号 | CN111014329A |
| 申请公布日 | 2020-04-17 |
| 授权公布号 | CN111014329B |
| 授权公告日 | 2021-09-28 |
| 分类号 | B21C23/08;B21C27/00 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 广东华昌集团有限公司 |
| 申请人地址 | 广东省佛山市南海区狮山镇长虹岭工业园(二期)虹岭四路3号(住所申报) |
专利法律状态
2021-09-28
授权
状态信息
授权
2021-08-13
著录事项变更
状态信息
著录事项变更;IPC(主分类):B21C23/08;变更事项:申请人;变更前:广东华昌铝厂有限公司;变更后:广东华昌集团有限公司;变更事项:地址;变更前:528225 广东省佛山市南海区狮山镇长虹岭工业园虹岭四路3号;变更后:528225 广东省佛山市南海区狮山镇长虹岭工业园(二期)虹岭四路3号(住所申报)
2020-06-30
著录事项变更
状态信息
著录事项变更;IPC(主分类):B21C23/08;变更事项:发明人;变更前:潘伟深 唐性宇 武卫社 周明君;变更后:潘伟深 武卫社 周明君
2020-05-12
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21C23/08;申请日:20191213
2020-04-17
公布
状态信息
公布
摘要
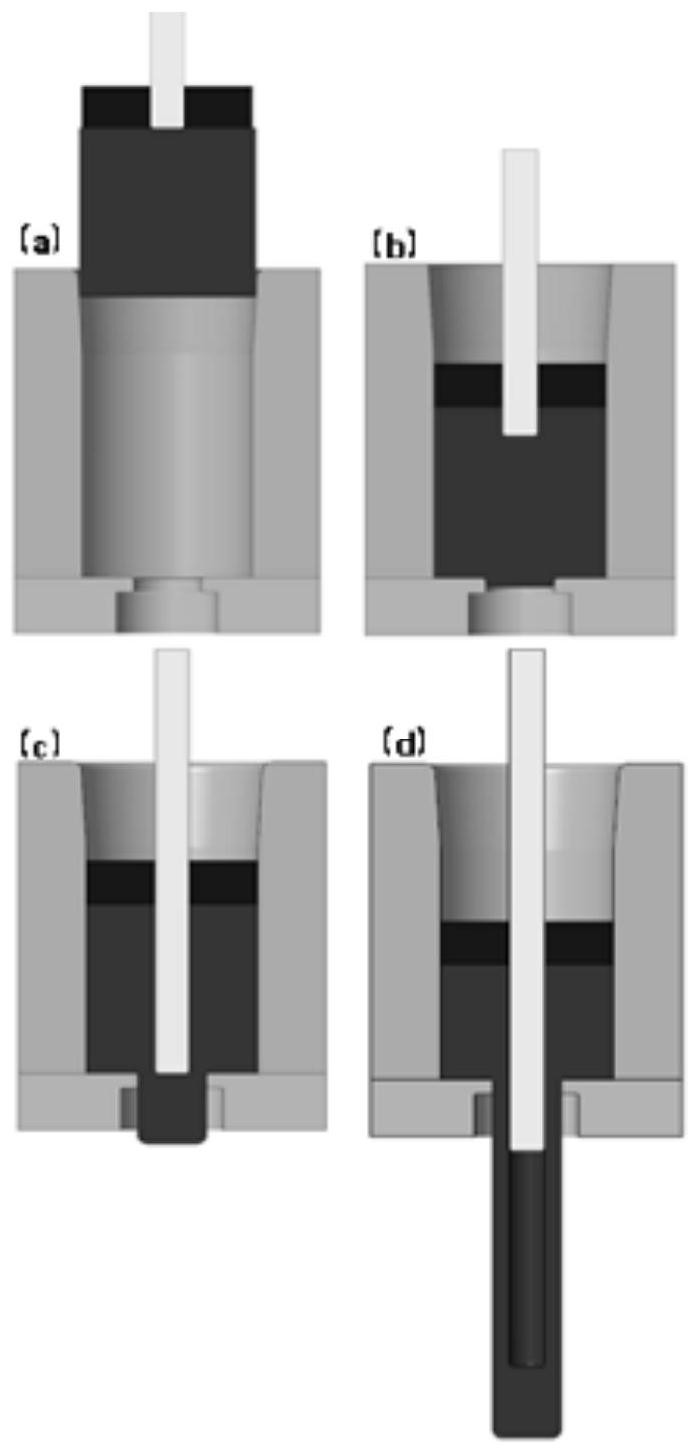
本发明公开一种铝合金无缝管无间隙挤压方法,所述挤压方法中的挤压筒内衬的入口段加工成锥形扩口,且扩口段往里的挤压段的内径稍小于挤压锭外径。本发明的创新点主要是采用了外径稍大于挤压筒内衬内径的挤压锭坯,为了将这种挤压锭顺利推入挤压筒,将挤压筒内衬入口端加工成锥形“喇叭口”,挤压开始时,通过挤压杆和挤压垫施加一定压力,将加热后的挤压锭坯从锥形入口推入挤压筒直至底部。由于挤压锭坯外径稍大于挤压筒内径,推入过程中锭坯将发生一定的塑性变形,并将挤压筒内的空气全部挤出,且完全填充挤压筒,不留任何间隙。因此,其后无需进行镦挤,直接进行穿孔和挤压成形。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有