

授权公布号:CN103212659B
一种铁艺装饰配件制品的锻制成形工艺
有效
申请
2013-03-20
申请公布
2013-07-24
授权
2016-06-29
预估到期
2033-03-20
| 申请号 | CN201310094985.4 |
| 申请日 | 2013-03-20 |
| 申请公布号 | CN103212659A |
| 申请公布日 | 2013-07-24 |
| 授权公布号 | CN103212659B |
| 授权公告日 | 2016-06-29 |
| 分类号 | B21J5/00;B21J1/06 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 广东鸿图新材料科技有限公司 |
| 申请人地址 | 广东省鹤山市共和镇新材料基地(鹤山市鸿图铁艺实业有限公司A座) |
专利法律状态
2019-08-09
专利权人的姓名或者名称、地址的变更
状态信息
专利权人的姓名或者名称、地址的变更IPC(主分类):B21J 5/00变更前 专利权人:鹤山市鸿图铁艺实业有限公司 地址:529728 广东省鹤山市共和镇新材料基地(鹤山市鸿图铁艺实业有限公司A座)变更后 专利权人:广东鸿图新材料科技有限公司 地址:529728 广东省鹤山市共和镇新材料基地(鹤山市鸿图铁艺实业有限公司A座)
2016-06-29
授权
状态信息
授权
2013-08-21
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B21J 5/00申请日:20130320
2013-07-24
公布
状态信息
公开
摘要
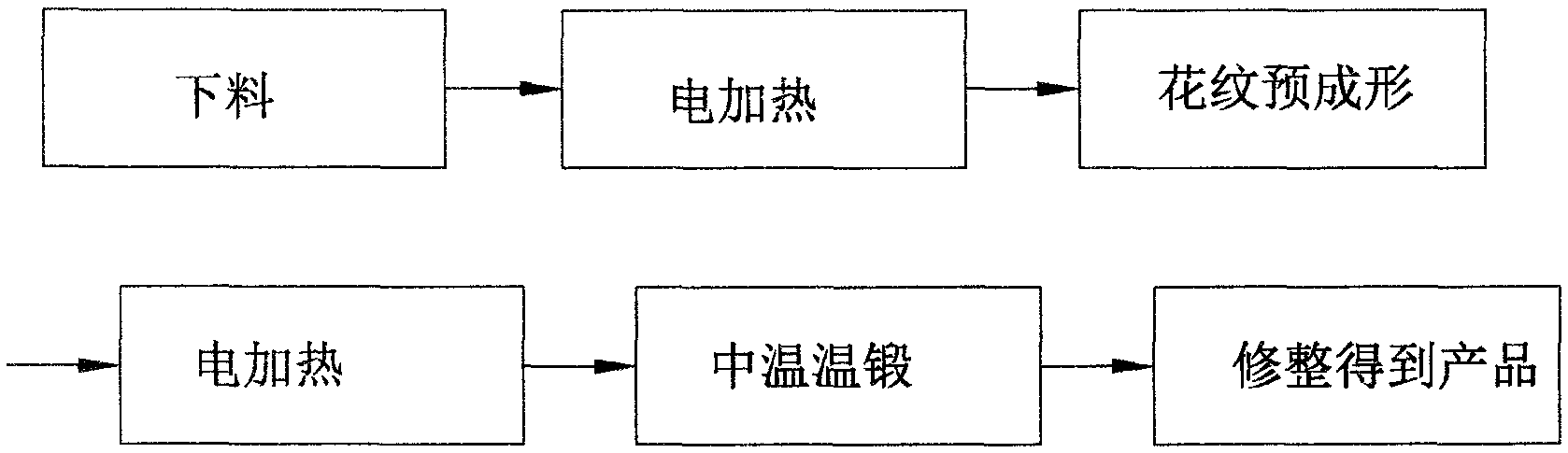
本发明涉及一种铁艺装饰配件制品的锻制成形工艺,该工艺采用低温温锻花纹预成形以替代冷锻花纹预成形;采用中温温锻成形以替代传统的高温锻造成形;采用电加热替代燃煤加热;合理规范工艺流程和模具的制备。相对于一般传统的高温加热锻造,所采用的温锻成形技术,可显著提高铁艺制品锻制配件的表面质量和加热功效,减少材料的加热氧化损失,大大降低锻件后处理的车间成本。低温温锻和中温温锻成形是兼具高温锻造成形和冷锻成形优点的一种新型锻制成形工艺,它将锻造精度较高、材料收得率较高、加热和后处理功效较高这三者综合于一身,有助于提高铁艺制品的技术含量和附加值。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有