

授权公布号:CN110561060B
一种碎边剪刃刃面加工方法
有效
申请
2019-10-11
申请公布
2019-12-13
授权
2020-07-17
预估到期
2039-10-11
| 申请号 | CN201910963963.4 |
| 申请日 | 2019-10-11 |
| 申请公布号 | CN110561060A |
| 申请公布日 | 2019-12-13 |
| 授权公布号 | CN110561060B |
| 授权公告日 | 2020-07-17 |
| 分类号 | B23P15/40 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 安徽省凌锋冶金机械有限公司 |
| 申请人地址 | 安徽省马鞍山市博望区博望镇长裕开发区 |
专利法律状态
2020-07-17
授权
状态信息
授权
2020-01-07
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B23P 15/40
2019-12-13
公布
状态信息
公开
摘要
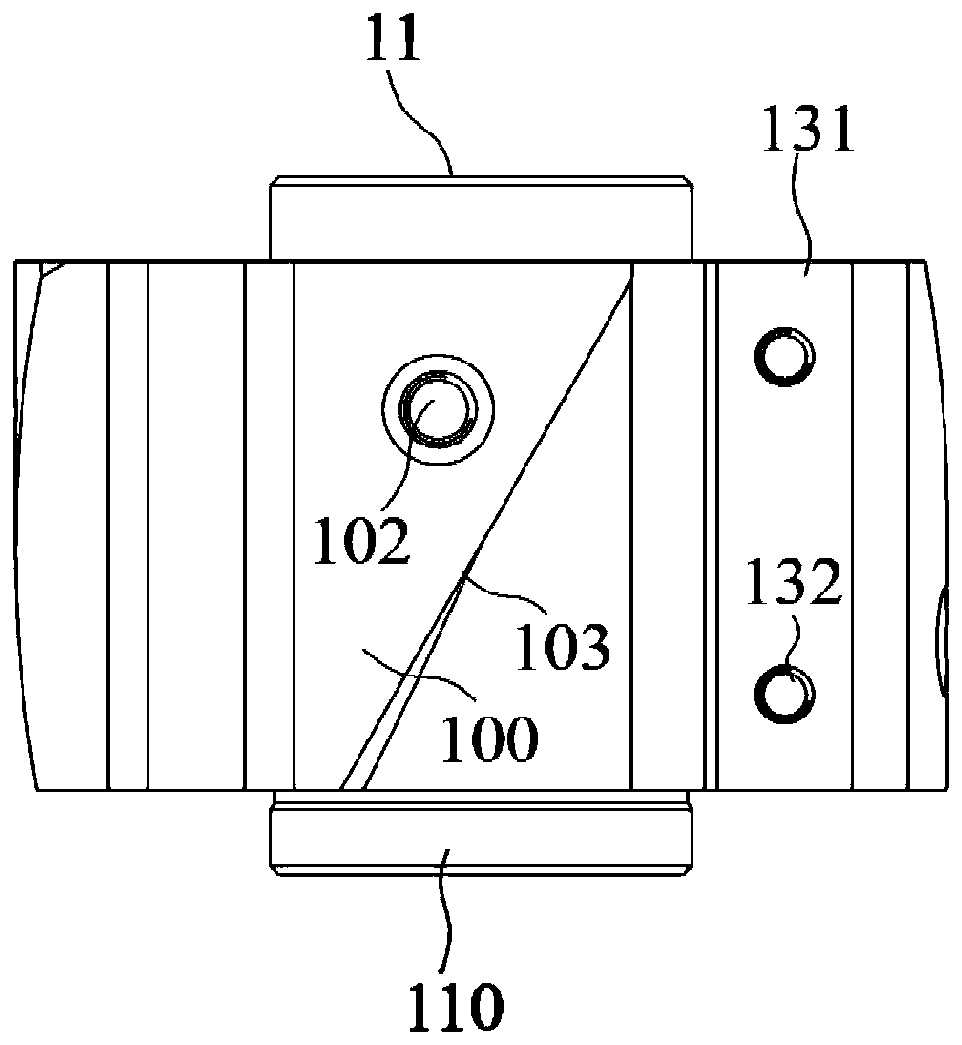
本发明公开了一种碎边剪刃刃面加工方法,属于碎边剪刃加工领域。本发明的步骤如下:一、车削:将待加工碎边剪刃安装在车磨夹具上后装配至车床中,车床对待加工碎边剪刃面进行粗车加工;二、铣削:将步骤一粗车加工后的碎边剪刃安装在铣削夹具上后装配至铣床中,铣床对碎边剪刃面进行铣削加工;三、磨削:将步骤二铣削加工后的碎边剪刃安装在车磨夹具上后装配至磨床中,磨床对碎边剪刃面进行精磨加工。本发明通过车削、铣削和磨削步骤对碎边剪刃待加工刃面进行加工,各步骤可同时进行,加工方法的整体效率很高,且通过各步骤加工,碎边剪刃面的精度不断提高,提高了碎边剪刃的碎边效果及其使用寿命。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有