

授权公布号:CN1923420B
可连续快速大范围温度补偿的烙铁温度控制系统和方法
有效
申请
2005-08-30
申请公布
2007-03-07
授权
1970-01-01
预估到期
2025-08-30
| 申请号 | CN200510036961.9 |
| 申请日 | 2005-08-30 |
| 申请公布号 | CN1923420A |
| 申请公布日 | 2007-03-07 |
| 授权公布号 | CN1923420B |
| 分类号 | B23K3/03;B23K3/08;G05D23/19 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 深圳速特精工科技股份有限公司 |
| 申请人地址 | 深圳市福田区滨河路爱地大厦公寓写字楼22F |
专利法律状态
2011-01-26
专利申请权、专利权的转移
状态信息
专利权的转移;IPC(主分类):B23K3/03;变更事项:专利权人;变更前权利人:深圳斯贝克动力电子有限公司;变更后权利人:深圳速特精工科技股份有限公司;变更事项:地址;变更前权利人:518040 广东省深圳市福田区竹子林紫竹6路金众大厦11-12层;变更后权利人:518000 深圳市福田区滨河路爱地大厦公寓写字楼22F;登记生效日:20101215
2010-10-06
发明专利权授予
状态信息
授权
2007-05-02
实质审查的生效
状态信息
实质审查的生效
2007-03-07
发明专利申请公布
状态信息
公布
摘要
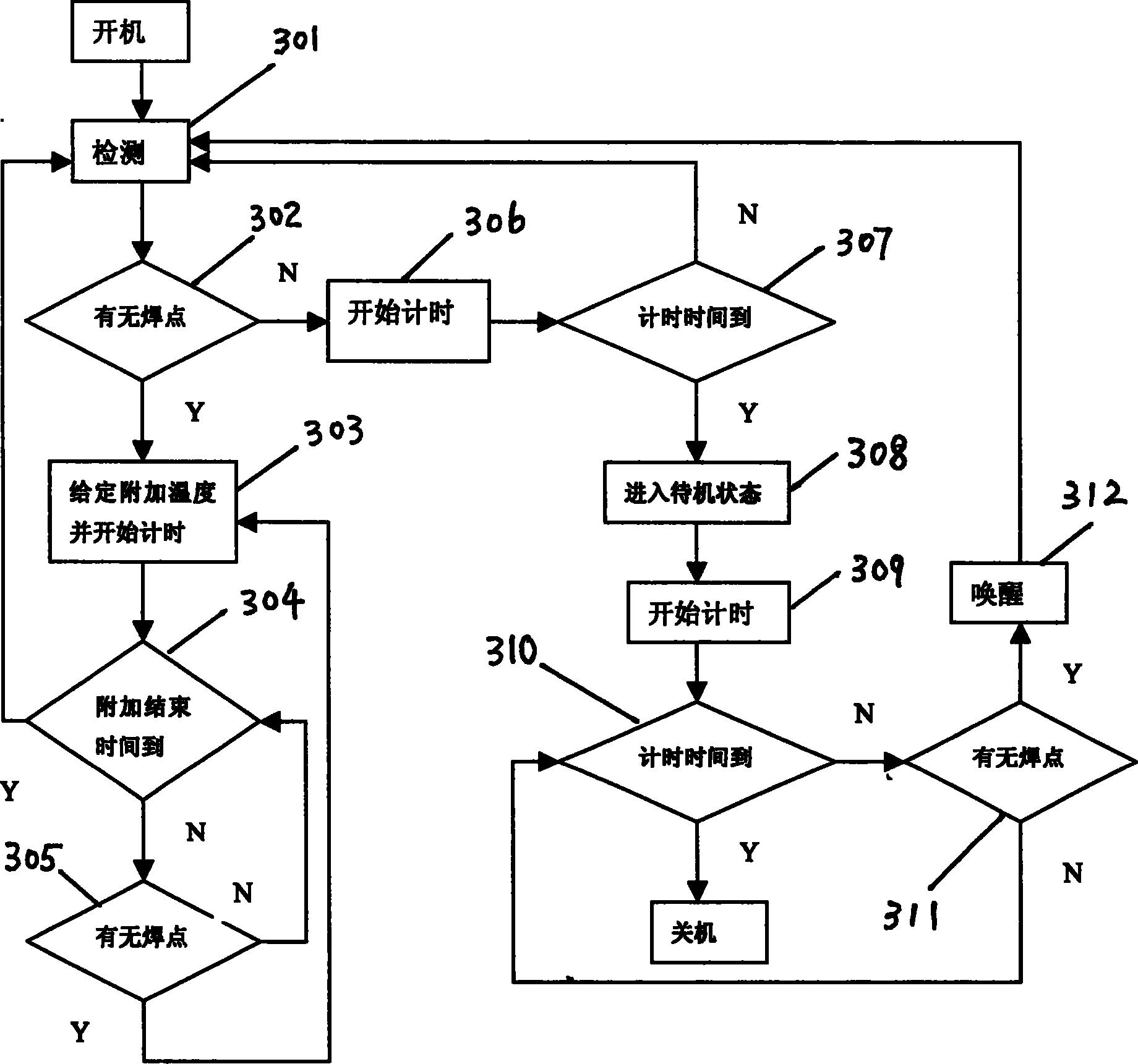
一种可连续快速大范围温度补偿的烙铁温度控制系统和方法,采用双臂电桥单元和高共模抑制比差分放大器来提高温感补偿的动态响应范围,同时,温度控制上,在发现焊点并进行温度补偿期间,检测有无新的焊点,如检测出新的焊点立即计算并给出新的温度补偿。此外,本发明还通过输入键盘设置温控模式和参数,并提供可分离式的移动键盘,为固定和稳定焊接工艺安全提供有效工具的同时,可以根据实际情况,将检测出烙铁头实际温度与检测温度的差距通过键盘输入到CPU单元中,从而大大提高可自动校正的温度范围,提高对焊点引起温度变化的响应速度。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有