

授权公布号:CN109848871B
一种多区块金刚石磨具及其制作方法
有效
申请
2018-10-31
申请公布
2019-06-07
授权
2022-09-13
预估到期
2038-10-31
| 申请号 | CN201811288212.9 |
| 申请日 | 2018-10-31 |
| 申请公布号 | CN109848871A |
| 申请公布日 | 2019-06-07 |
| 授权公布号 | CN109848871B |
| 授权公告日 | 2022-09-13 |
| 分类号 | B24D3/06;B24D3/10;B24D5/14;B24D18/00;C22C26/00;C22C9/02;C22C9/00;C22C30/02;C22C30/04;C22C32/00;C22C1/05 |
| 分类 | 磨削;抛光; |
| 申请人名称 | 广东奔朗新材料股份有限公司 |
| 申请人地址 | 广东省佛山市顺德区陈村镇广隆工业园兴业八路7号 |
专利法律状态
2022-09-13
授权
状态信息
授权
2019-06-07
公布
状态信息
公布
摘要
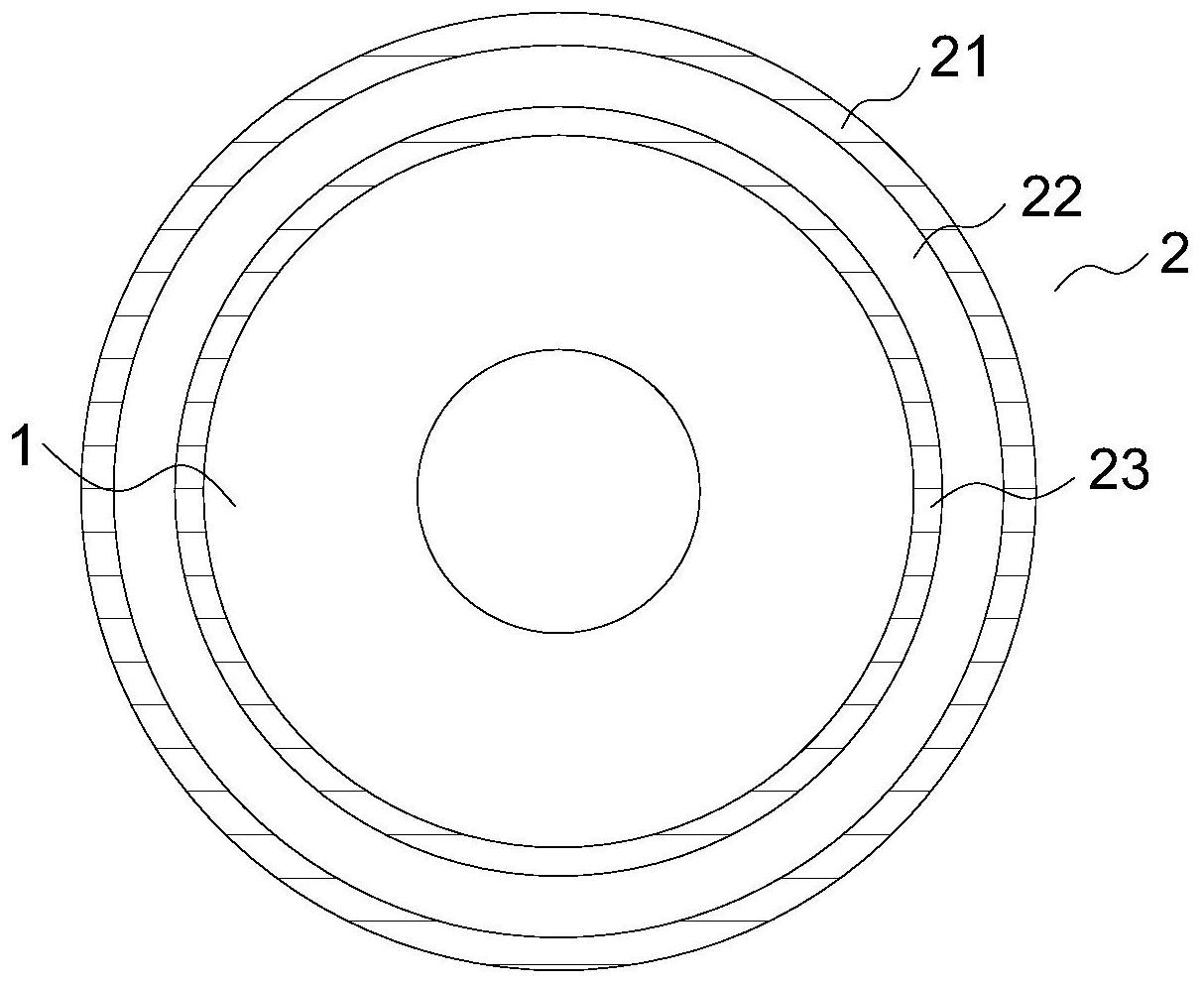
本发明公开了一种多区块金刚石磨具及其制作方法,多区块金刚石磨具包括基体和金刚石刀头,金刚石刀头由包覆在基体圆端面的A区块内磨轮层、包覆在A区块内磨轮层外壁的B区块磨轮层以及包覆在B区块磨轮层外壁的A区块外磨轮层组成;A区块内磨轮层和A区块外磨轮层均由A区块结合剂粉料与金刚石混合制备而成;B区块磨轮层由B区块结合剂粉料与金刚石混合制备而成。本发明通过A区块与B区块调整配方,使得B区工作层磨损速率大于A区工作层,从而在环形刀头面中间形成浅凹槽,增加了快速散热和快速排屑通道,提高了磨边轮的使用稳定性。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有