

授权公布号:CN112621579B
一种磨削砂轮及其制造方法
有效
申请
2020-11-19
申请公布
2021-04-09
授权
2022-12-16
预估到期
2040-11-19
| 申请号 | CN202011306757.5 |
| 申请日 | 2020-11-19 |
| 申请公布号 | CN112621579A |
| 申请公布日 | 2021-04-09 |
| 授权公布号 | CN112621579B |
| 授权公告日 | 2022-12-16 |
| 分类号 | B24D3/14;B24D3/34;B24D18/00 |
| 分类 | 磨削;抛光; |
| 申请人名称 | 广东奔朗新材料股份有限公司 |
| 申请人地址 | 广东省佛山市顺德区陈村镇广隆工业园兴业八路7号 |
专利法律状态
2022-12-16
授权
状态信息
授权
2021-04-09
公布
状态信息
公布
摘要
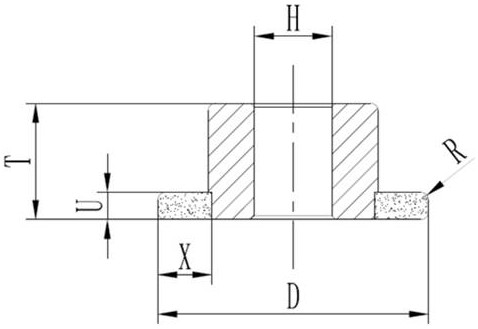
本发明公开了一种磨削砂轮,包括基体、粘接层以及磨料层,磨料层通过粘接层粘接在基体上,磨料层包括陶瓷结合剂、磨料以及粘结剂,陶瓷结合剂含量为14wt.%‑30wt.%,粘结剂含量为2wt.%‑4wt.%,陶瓷结合剂的组分含量为SiO2:41.0wt.%‑50.0wt.%、H3BO4:19.2wt%‑25.0wt.%、Al2O3:4.1wt.%‑6.5wt%、Li2CO3:6.0wt.%‑8.0wt.%、Na2CO3:2.5wt.%‑4.5wt.%、BaCO3:15.0wt.%‑18.0wt.%、ZnO:3.0wt.%‑7.0wt.%、TiO2:2.0wt%‑3.5wt.%,本发明磨削砂轮具有保形性好、加工工件表面质量高、磨削精度高、使用寿命长等优点。本发明还涉及上述磨削砂轮的制作方法。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有