

授权公布号:CN115213531B
一种耐候钢HPS485WF厚板的焊接工艺
有效
申请
2022-06-20
申请公布
2022-10-21
授权
2023-10-17
预估到期
2042-06-20
| 申请号 | CN202210694458.6 |
| 申请日 | 2022-06-20 |
| 申请公布号 | CN115213531A |
| 申请公布日 | 2022-10-21 |
| 授权公布号 | CN115213531B |
| 授权公告日 | 2023-10-17 |
| 分类号 | B23K9/18;B23K9/16;B23K9/235;B23K9/32;C22C38/00;C22C38/02;C22C38/04;C22C38/06;C22C38/42;C22C38/44;C22C38/46;C22C38/48 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 中铁山桥集团有限公司 |
| 申请人地址 | 河北省秦皇岛市山海关区南海西路35号 |
专利法律状态
2023-10-17
授权
状态信息
授权
2022-11-08
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23K9/18;申请日:20220620
2022-10-21
公布
状态信息
公布
摘要
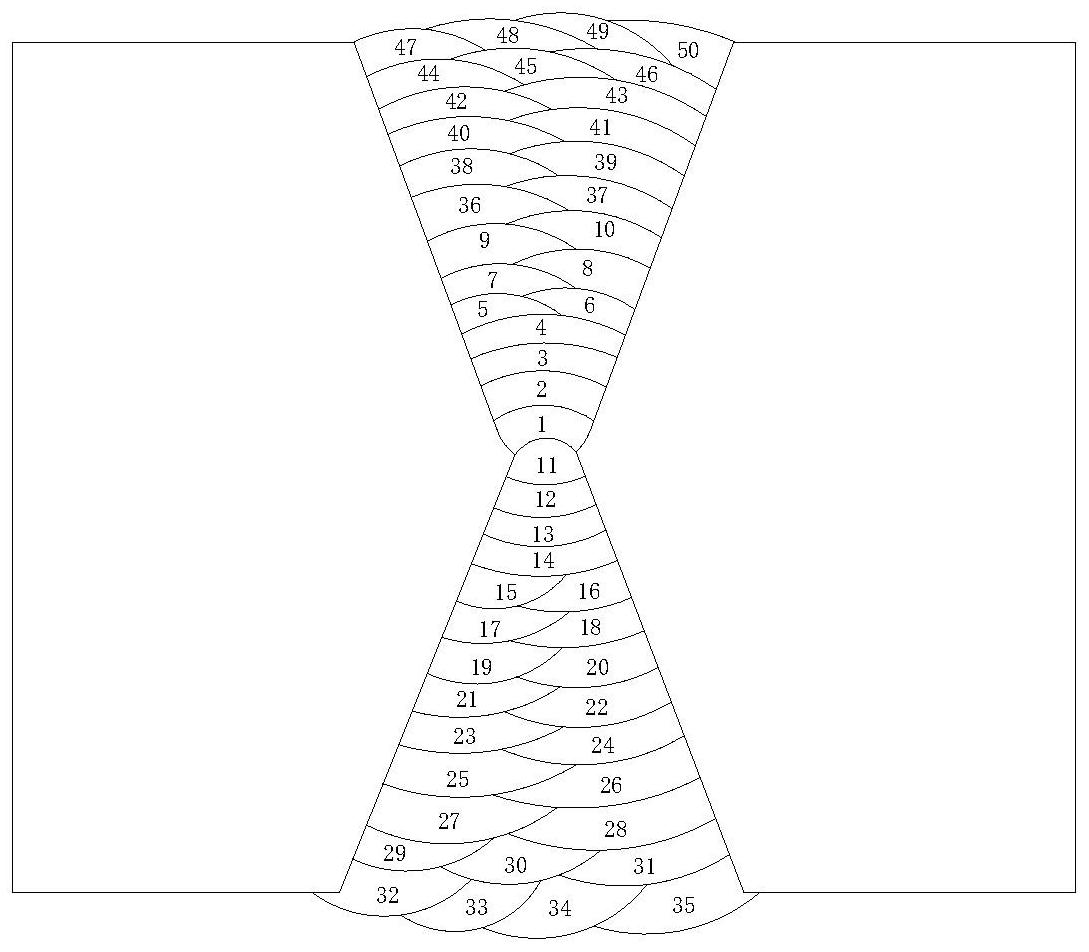
本发明公开了一种耐候钢HPS485WFF厚板的焊接工艺,包括如下步骤:设置焊接热输入,选择合适的焊接接头形式,所选择的焊接接头形式包括板对接或者T型角接;选定合适的焊接方式,所述焊接方法包括埋弧焊、实心焊丝富氩气气体保护半自动焊、或药芯焊丝二氧化碳气气体保护半自动焊;针对耐候钢两种不同的板厚,确定焊前预热温度,其中所述焊前预热温度是根据规则确定的:当板厚为51~60mm时,焊前预热110℃;当板厚为61~100mm时,焊前预热150℃;根据不同的焊接接头形式以及不同的的焊接方式及焊接点位确定相应的焊接工艺参数进行焊接。本发明具有较充分的客观性和合理性,在实施过程中可以达到良好的接头力学性能、耐候性和焊接效率较高兼顾的效果,实用性强。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有