

授权公布号:CN113996671B
助卷辊辊缝标定方法、装置、设备及存储介质
有效
申请
2021-10-29
申请公布
2022-02-01
授权
2024-03-08
预估到期
2041-10-29
| 申请号 | CN202111273030.6 |
| 申请日 | 2021-10-29 |
| 申请公布号 | CN113996671A |
| 申请公布日 | 2022-02-01 |
| 授权公布号 | CN113996671B |
| 授权公告日 | 2024-03-08 |
| 分类号 | B21C47/14;B21B15/00 |
| 分类 | 基本上无切削的金属机械加工;金属冲压; |
| 申请人名称 | 江苏沙钢集团有限公司 |
| 申请人地址 | 江苏省苏州市张家港市锦丰镇 |
专利法律状态
2024-03-08
授权
状态信息
授权
2024-02-20
著录事项变更
状态信息
著录事项变更;IPC(主分类):B21C47/14;变更事项:申请人;变更前:张家港宏昌钢板有限公司;变更后:江苏沙钢钢铁有限公司;变更事项:国家或地区;变更前:中国;变更后:中国;变更事项:地址;变更前:215625 江苏省苏州市张家港市锦丰镇永新路宏昌大道;变更后:215625 江苏省苏州市张家港市锦丰镇;变更事项:申请人;变更前:江苏省沙钢钢铁研究院有限公司 江苏沙钢集团有限公司;变更后:江苏省沙钢钢铁研究院有限公司 江苏沙钢集团有限公司;变更事项:国家或地区;变更前:中国 中国;变更后:中国 中国
2022-02-22
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B21C47/14;申请日:20211029
2022-02-01
公布
状态信息
公布
摘要
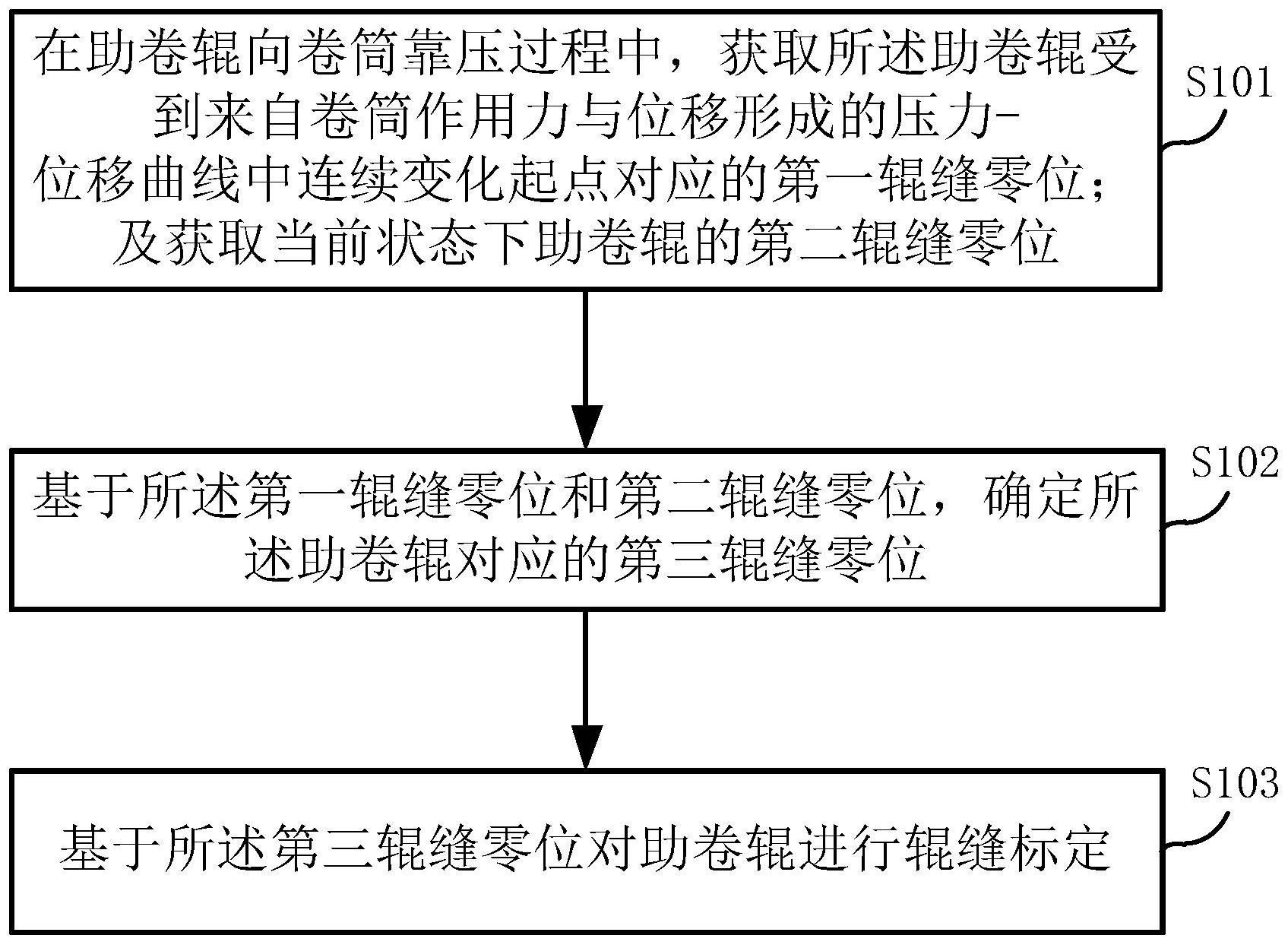
本发明涉及热轧技术领域,具体涉及一种助卷辊辊缝标定方法、装置、设备及存储介质,包括如下步骤:在助卷辊向卷筒靠压过程中,获取所述助卷辊受到来自卷筒作用力与位移形成的压力‑位移曲线中连续变化起点对应的第一辊缝零位;及获取当前状态下所述助卷辊的第二辊缝零位;基于所述第一辊缝零位和第二辊缝零位,确定所述助卷辊对应的第三辊缝零位;基于所述第三辊缝零位对所述助卷辊进行辊缝标定。由于第一辊缝零位是根据压力‑位移曲线中开始连续变化的起点确定的,压力值属于相对变化的值,相对于现有技术中采用压力值为定值来确定辊缝零位,采用相对变化的值能够更加准确地确定助卷辊的辊缝零位。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有