

授权公布号:CN114559003B
一种控制双辊薄带连铸中铸带厚度稳定性的方法
有效
申请
2022-03-31
申请公布
2022-05-31
授权
2024-01-26
预估到期
2042-03-31
| 申请号 | CN202210343154.5 |
| 申请日 | 2022-03-31 |
| 申请公布号 | CN114559003A |
| 申请公布日 | 2022-05-31 |
| 授权公布号 | CN114559003B |
| 授权公告日 | 2024-01-26 |
| 分类号 | B22D11/18 |
| 分类 | 铸造;粉末冶金; |
| 申请人名称 | 江苏沙钢集团有限公司 |
| 申请人地址 | 江苏省张家港市锦丰镇永新路沙钢科技大楼 |
专利法律状态
2024-01-26
授权
状态信息
授权
2022-06-17
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B22D11/18;申请日:20220331
2022-05-31
公布
状态信息
公布
摘要
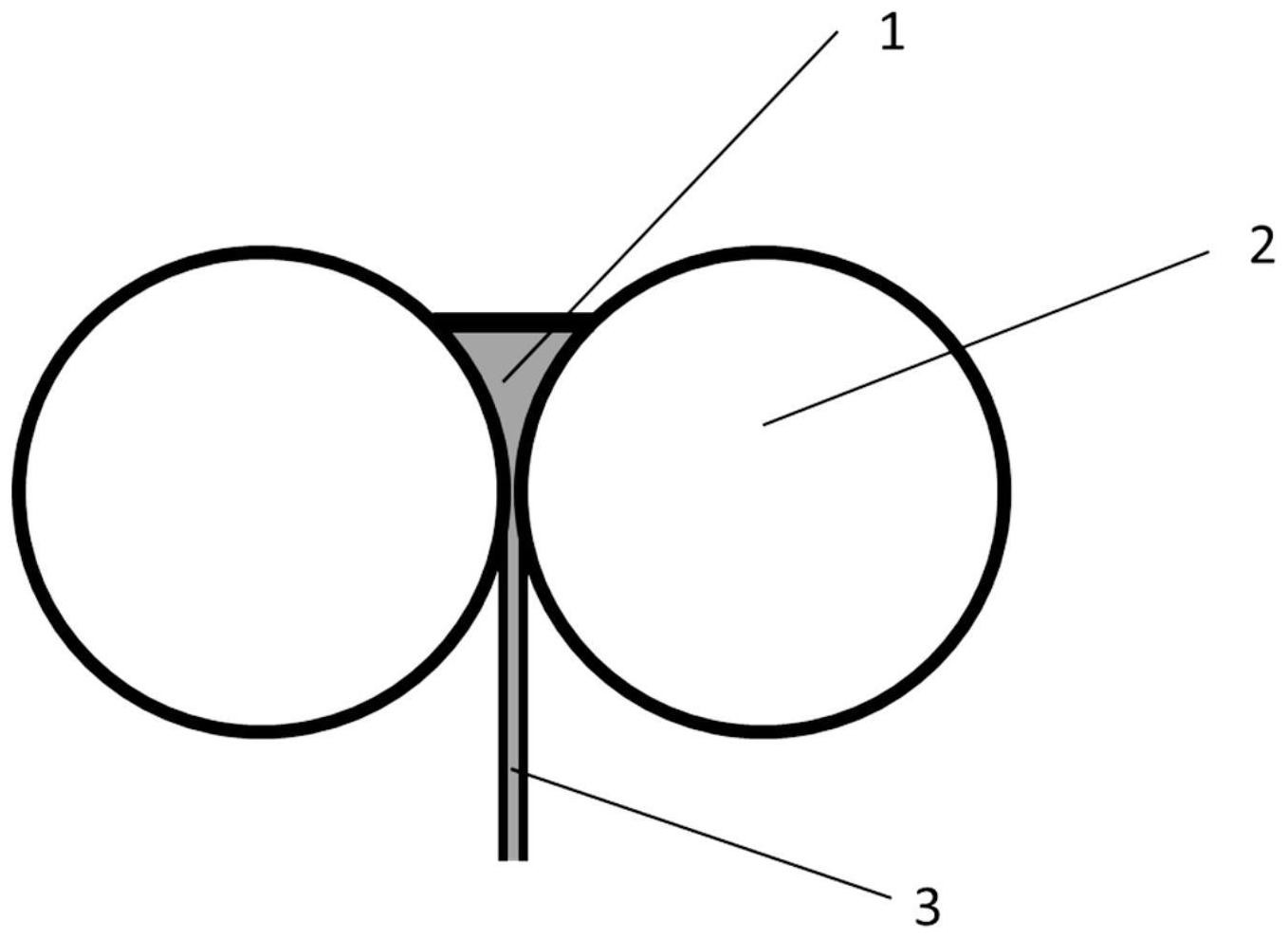
本发明涉及双辊薄带连铸的浇铸过程控制,具体涉及双辊薄带连铸铸带厚度的稳定性控制方法。根据本发明的双辊薄带连铸铸带厚度稳定性的控制方法,将设定铸带厚度、浇铸速度、熔池钢水温度、固相线温度、铸辊半径参数建立控制模型,同时可以结合控制结晶辊的铸轧力,更好实现铸带厚度的稳定性控制。本发明将该模型应用于双辊薄带连铸的浇铸过程控制,可以具体用于开浇初期和浇铸过程中的参数设定。另一方面,该模型通过浇铸速度的快速响应,提高了铸带厚度的稳定性,铸带的表面质量以及后续热轧轧制的稳定性。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有