

授权公布号:CN114800084B
偏心轴的精密加工方法
有效
申请
2022-02-25
申请公布
2022-07-29
授权
2023-06-09
预估到期
2042-02-25
| 申请号 | CN202210180264.4 |
| 申请日 | 2022-02-25 |
| 申请公布号 | CN114800084A |
| 申请公布日 | 2022-07-29 |
| 授权公布号 | CN114800084B |
| 授权公告日 | 2023-06-09 |
| 分类号 | B24B5/36;B24B49/00 |
| 分类 | 磨削;抛光; |
| 申请人名称 | 上海机床厂有限公司 |
| 申请人地址 | 上海市杨浦区军工路1146号 |
专利法律状态
2023-06-09
授权
状态信息
授权
2022-08-16
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B24B5/36;申请日:20220225
2022-07-29
公布
状态信息
公布
摘要
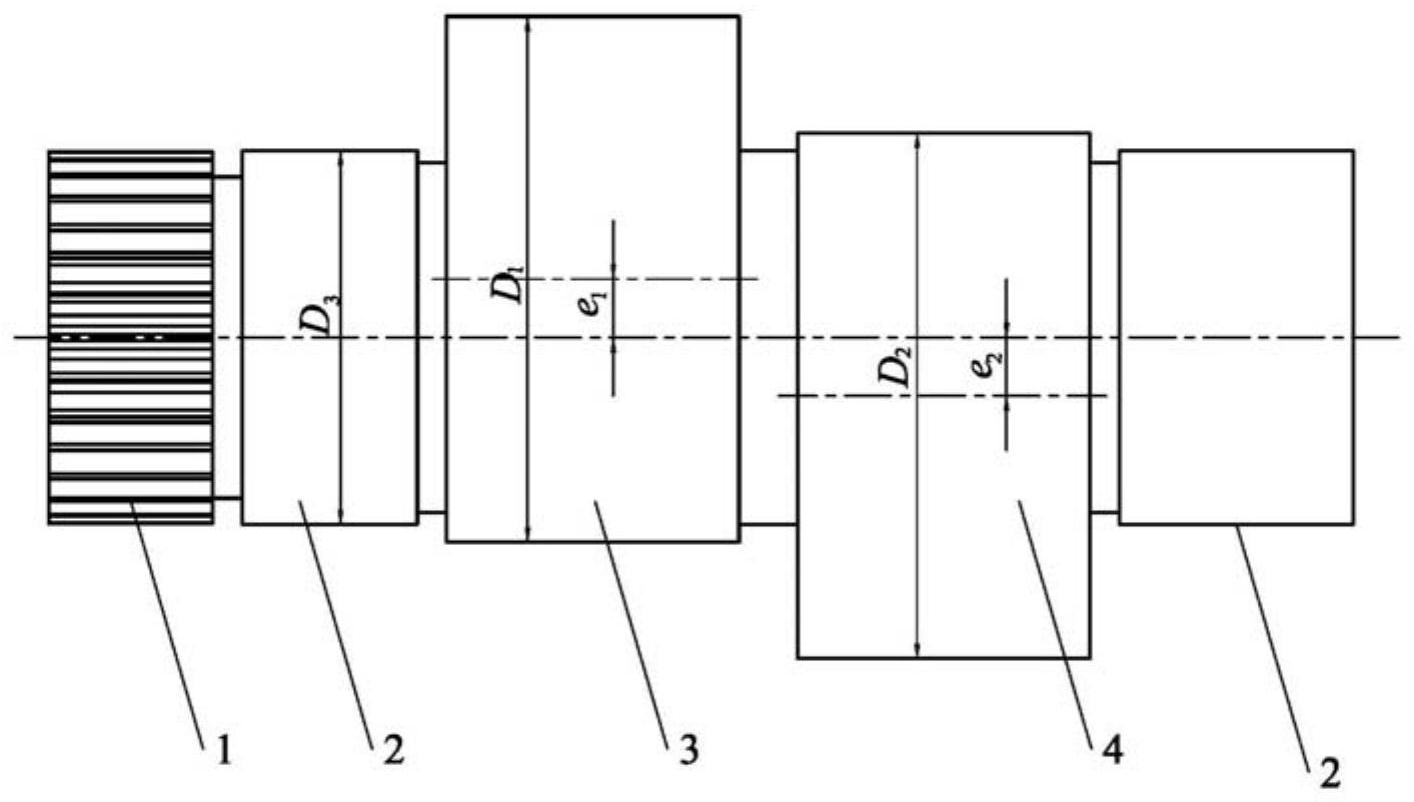
本发明涉及一种偏心轴的精密加工方法,1)顶持偏心轴;2)移动测量块使之与轴颈段的后侧接触,记录X轴位置并测量该轴段轴径;3)移动测量块使之与偏心轴段后侧接触,记录X轴位置X2和头架C轴转角,获得齿轮轴段基准齿廓面;测量该轴段轴径并计算该轴段中心与偏心轴回转中心的偏心距;4)移动测量棒到齿轮轴段齿槽中,记录基准齿廓面与测量棒球头接触时头架C轴两个转角,计算基准齿廓面齿槽的角平分面;5)计算偏心轴段位置X2相对角平分面的角度和偏心距误差;6)角度和偏心距误差及其他参数输入磨削程序随动磨削。优点是自动化测量获得偏心轴段误差,提高了生产效率,有利于保证加工精度;同时使用测量数据可避免砂轮与工件的碰撞。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有