

授权公布号:CN106671375B
一种缩短注塑成型周期的方法
有效
申请
2016-12-13
申请公布
2017-05-17
授权
2019-01-25
预估到期
2036-12-13
| 申请号 | CN201611143426.8 |
| 申请日 | 2016-12-13 |
| 申请公布号 | CN106671375A |
| 申请公布日 | 2017-05-17 |
| 授权公布号 | CN106671375B |
| 授权公告日 | 2019-01-25 |
| 分类号 | B29C45/76;B29C45/77;B29C45/73 |
| 分类 | 塑料的加工;一般处于塑性状态物质的加工; |
| 申请人名称 | 东莞富强鑫塑胶机械制造有限公司 |
| 申请人地址 | 广东省东莞市大朗镇石吓村 |
专利法律状态
2019-01-25
授权
状态信息
授权
2017-06-09
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B29C45/76;申请日:20161213
2017-05-17
公布
状态信息
公布
摘要
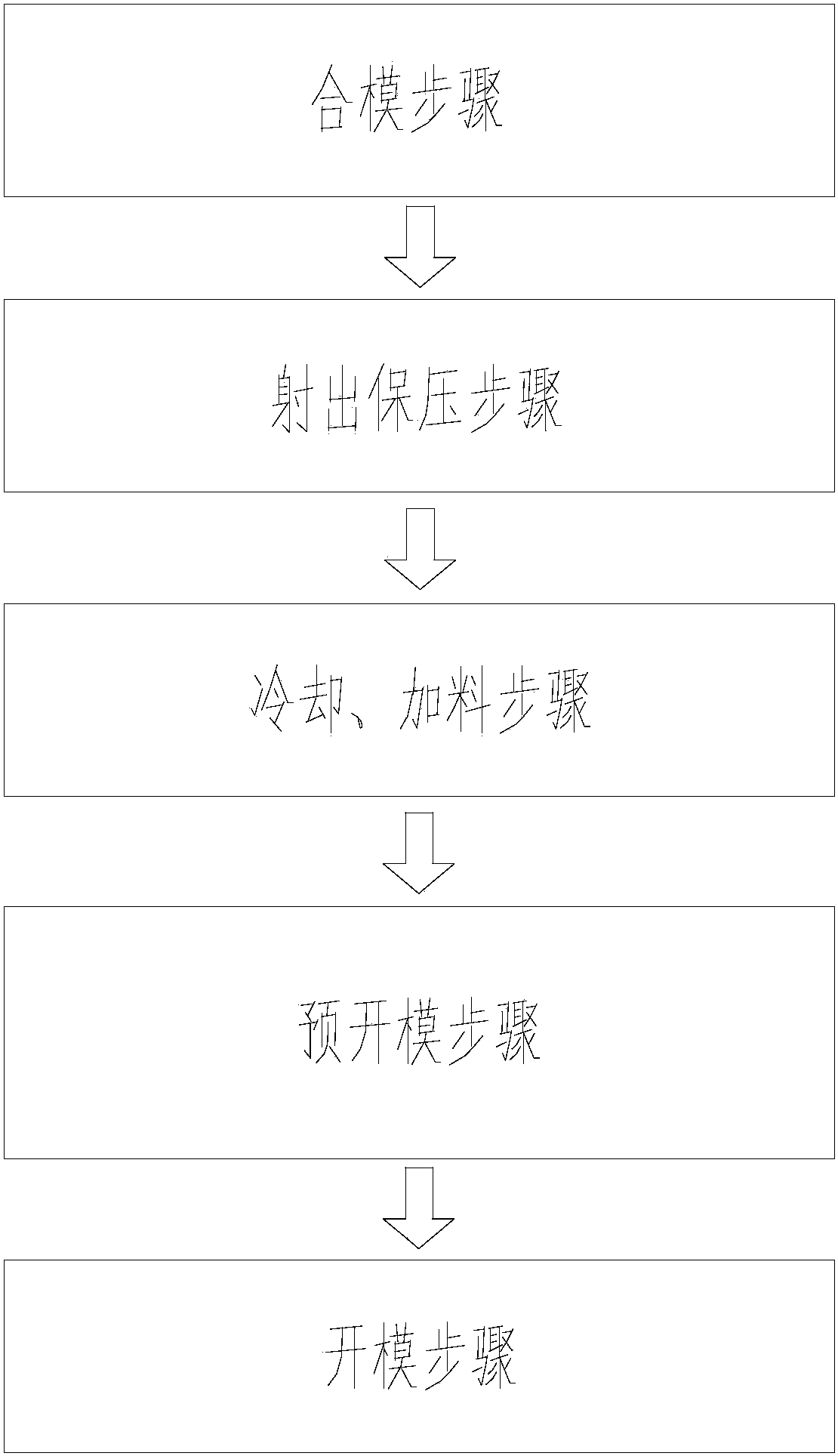
一种缩短注塑成型周期的方法,包括:步骤1:合模步骤,步骤2:射出保压步骤,步骤3:冷却、加料步骤,步骤4:预开模步骤,调整锁模压力至预定锁模压力的70%~90%之间,然后动模与定模开模至预定距离,以泄掉模具内的高压,预定距离小于开模距离,且随预定锁模压力增加而增加,步骤5:开模步骤,开模至取出成品所需的开模距离,顶出成品,一个成型周期结束,步骤6:往复步骤1~步骤5。本发明的有益效果是:通过在产品冷却过程中,调整锁模压力至预定锁模压力的70%~90%之间,然后动模与定模开模至预定距离,以减少产品在冷却后需要消耗的泄高压时间,以此减少型腔内的产品冷却后的泄高压时间,达到缩短生产产品周期的目的。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有