

授权公布号:CN111976111B
一种二板机的自动调模方法
有效
申请
2020-07-06
申请公布
2020-11-24
授权
2022-04-19
预估到期
2040-07-06
| 申请号 | CN202010639674.1 |
| 申请日 | 2020-07-06 |
| 申请公布号 | CN111976111A |
| 申请公布日 | 2020-11-24 |
| 授权公布号 | CN111976111B |
| 授权公告日 | 2022-04-19 |
| 分类号 | B29C45/76 |
| 分类 | 塑料的加工;一般处于塑性状态物质的加工; |
| 申请人名称 | 伯乐智能装备股份有限公司 |
| 申请人地址 | 江西省萍乡市安源区安源工业园青山装备制造产业园 |
专利法律状态
2022-04-19
授权
状态信息
授权
2022-04-01
著录事项变更
状态信息
著录事项变更;IPC(主分类):B29C 45/76;专利申请号:2020106396741;变更事项:申请人;变更前:宁波双马机械工业有限公司;变更后:伯乐智能装备有限公司;变更事项:地址;变更前:315821 浙江省宁波市北仑区江南出口加工贸易区;变更后:315821 浙江省宁波市北仑区江南出口加工贸易区
2022-04-01
著录事项变更
状态信息
著录事项变更;IPC(主分类):B29C 45/76;专利申请号:2020106396741;变更事项:申请人;变更前:伯乐智能装备有限公司;变更后:伯乐智能装备股份有限公司;变更事项:地址;变更前:315821 浙江省宁波市北仑区江南出口加工贸易区;变更后:337000 江西省萍乡市安源区安源工业园青山装备制造产业园
2020-12-29
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B29C 45/76;专利申请号:2020106396741;申请日:20200706
2020-11-24
公布
状态信息
公布
摘要
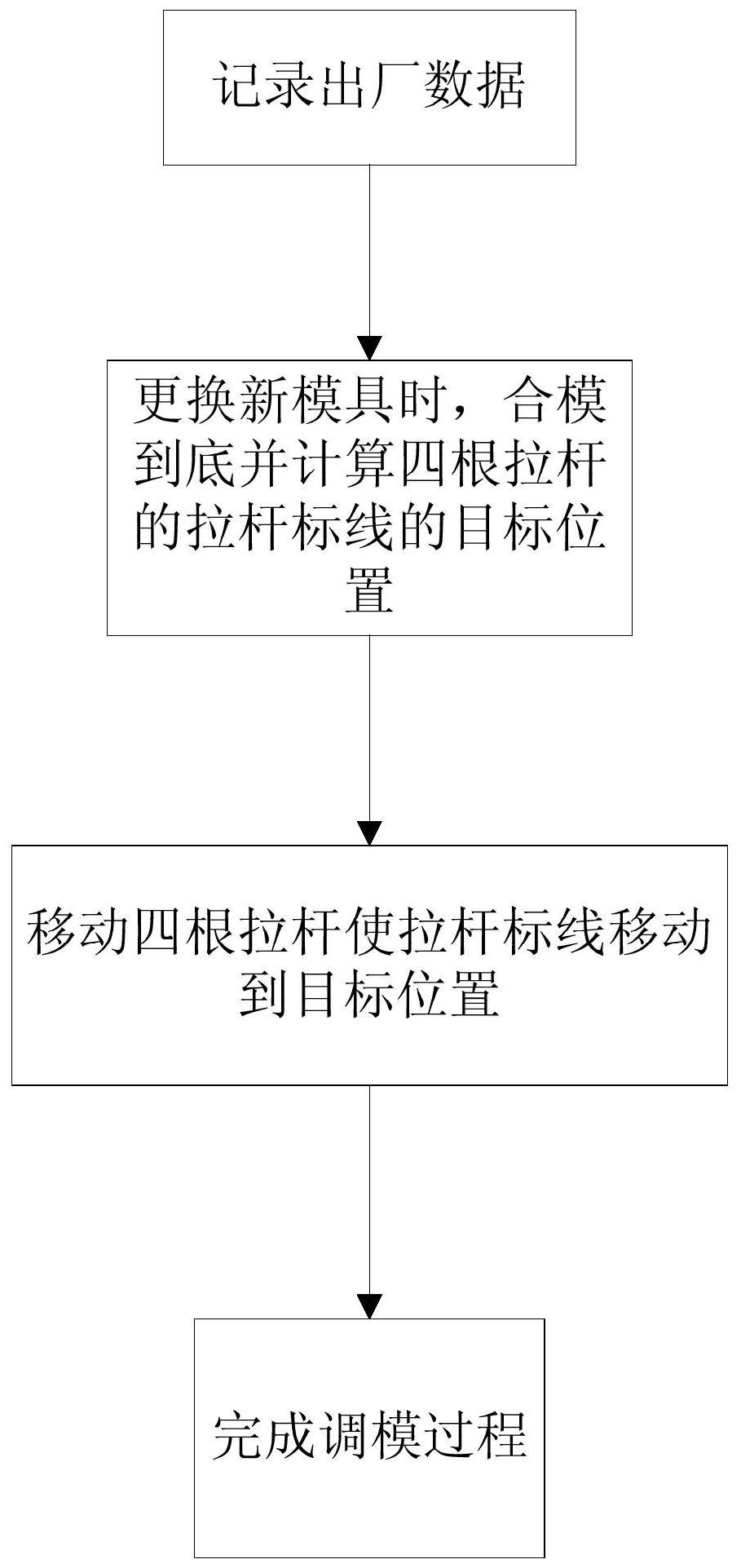
本发明公开了一种二板机的自动调模方法,特点是包括以下步骤:1、记录出厂数据;2、更换新模具时,合模到底并计算四根拉杆的拉杆标线的目标位置;3、移动四根拉杆使拉杆标线移动到目标位置;4、完成调模过程;优点是根据本发明可精确得出不同模具的模厚下拉杆标线的目标位置,从而移动拉杆可以快速的进退到拉杆标线的目标位置,使得在闸盘位置发生变化后,闸盘上的齿依然可以很好地与拉杆上的齿槽完美吻合,而不需要根据新的模具的模厚来人为的设定拉杆所需移动到的位置,通过本发明,不管是熟悉或是不熟悉二板机操作的工作人员都能在1分钟以内完成调模过程,使得二板机的自动调模过程更加方便快捷且省时,提高工作效率。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有