

授权公布号:CN114210943B
一种卸料门弧衬板的浇注生产工艺
有效
申请
2021-12-28
申请公布
2022-03-22
授权
2023-03-14
预估到期
2041-12-28
| 申请号 | CN202111624323.4 |
| 申请日 | 2021-12-28 |
| 申请公布号 | CN114210943A |
| 申请公布日 | 2022-03-22 |
| 授权公布号 | CN114210943B |
| 授权公告日 | 2023-03-14 |
| 分类号 | B22D13/00;B22D13/10;C22C38/02;C22C38/04;C22C38/42;C22C38/58;C22C38/44;C22C38/60;C22C38/52;C22C37/08;C22C37/10 |
| 分类 | 铸造;粉末冶金; |
| 申请人名称 | 马鞍山市海天重工科技发展有限公司 |
| 申请人地址 | 安徽省马鞍山市博望区新市工业园 |
专利法律状态
2024-01-09
专利权质押合同登记的生效、变更及注销
状态信息
专利权质押合同登记的生效;IPC(主分类):B22D 13/00;专利号:ZL2021116243234;登记号:Y2023980073438;登记生效日:20231221;出质人:马鞍山市海天重工科技发展有限公司;质权人:中国农业银行股份有限公司当涂县支行;发明名称:一种卸料门弧衬板的浇注生产工艺;申请日:20211228;授权公告日:20230314
2023-03-14
授权
状态信息
授权
2022-04-08
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B22D13/00;申请日:20211228
2022-03-22
公布
状态信息
公布
摘要
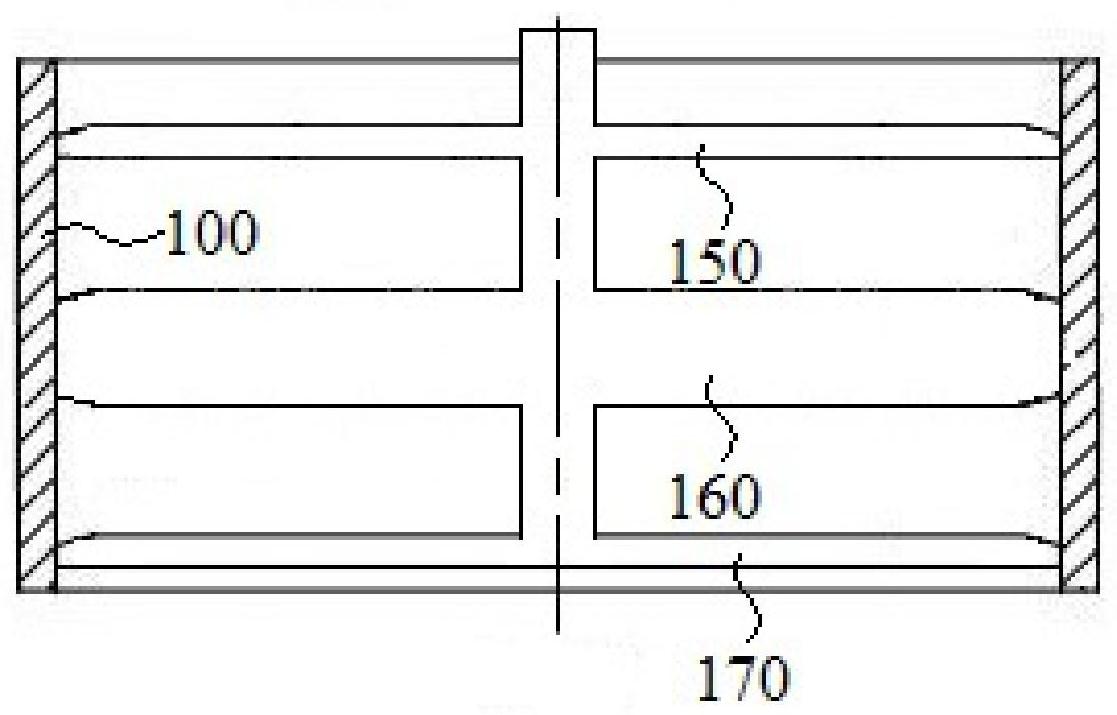
本发明公开了一种卸料门弧衬板的浇注生产工艺,涉及搅拌机部件生产技术领域。该浇注生产工艺包括以下具体的步骤:步骤S101、制备覆膜砂壳型,在覆膜砂壳型内部由上至下形成第一浇注口、第二浇注口和第三浇注口,安装好用于浇注的浇口杯,准备浇注;步骤S102、在离心力的作用下先使衬板本体部分充型,然后紧密衔接,使上述第一定位凸棱、第二定位凸棱以及第三定位凸棱部分在离心力的作用下充型,凝固时间为15~20分钟,最后脱模、清理铸件。本发明浇注得到的弧衬板的弧形内侧面沿圆周方向依次形成有第一定位凸棱、第二定位凸棱以及第三定位凸棱,这些凸棱与卸料门本体上预设的槽口配合,有利于快速定位,从而提高了安装的效率。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有