

授权公布号:CN106583651B
一种大型空心磨球的制造方法
有效
申请
2016-12-31
申请公布
2017-04-26
授权
2018-06-22
预估到期
2036-12-31
| 申请号 | CN201611268978.1 |
| 申请日 | 2016-12-31 |
| 申请公布号 | CN106583651A |
| 申请公布日 | 2017-04-26 |
| 授权公布号 | CN106583651B |
| 授权公告日 | 2018-06-22 |
| 分类号 | B22C9/04;B22C9/24;B22C15/18 |
| 分类 | 铸造;粉末冶金; |
| 申请人名称 | 马鞍山市海天重工科技发展有限公司 |
| 申请人地址 | 安徽省马鞍山市博望区新市工业园 |
专利法律状态
2018-06-22
授权
状态信息
授权
2017-05-24
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B22C 9/04申请日:20161231
2017-04-26
公布
状态信息
公开
摘要
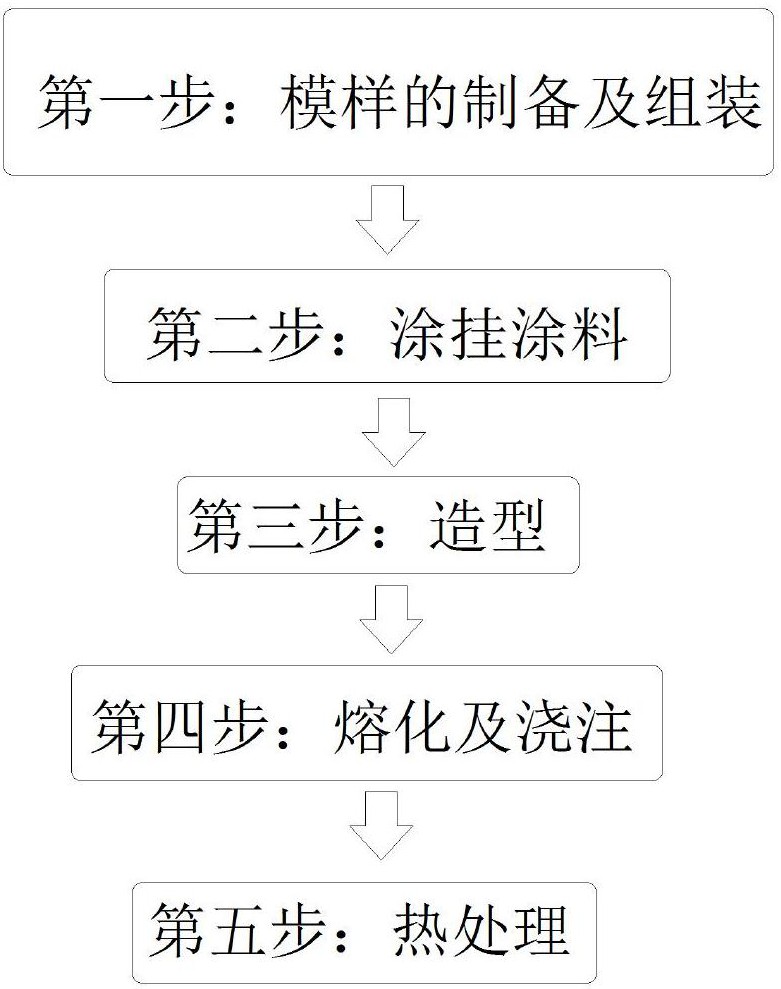
本发明公开了一种大型空心磨球的制造方法,属于金属耐磨材料领域。本发明的大型空心磨球的制造方法,包括以下步骤:第一步:模样的制备及组装;第二步:涂挂涂料;第三步:造型;第四步:熔化及浇注;第五步:热处理。其中,第四步中:控制清理后的铸钢空心磨球温度维持200℃以上;第五步中:将温度维持在200℃以上的铸钢空心磨球放入初始温度为200~250℃的加热炉中,升温5小时至395~405℃,保温2小时,再升温7小时至675~685℃,保温3小时,再升温2.5小时至845~855℃,保温6小时后出炉空冷,冷却至室温后进行回火处理。本发明对于磨球表面缺陷的控制效果显著。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有