

授权公布号:CN112207395B
一种变压器油箱的焊接方法
有效
申请
2019-07-10
申请公布
2021-01-12
授权
2022-12-06
预估到期
2039-07-10
| 申请号 | CN201910621876.0 |
| 申请日 | 2019-07-10 |
| 申请公布号 | CN112207395A |
| 申请公布日 | 2021-01-12 |
| 授权公布号 | CN112207395B |
| 授权公告日 | 2022-12-06 |
| 分类号 | B23K9/04;B23K9/00 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 河南森源重工有限公司 |
| 申请人地址 | 河南省许昌市长葛市魏武路16号 |
专利法律状态
2022-12-06
授权
状态信息
授权
2021-01-12
公布
状态信息
公布
摘要
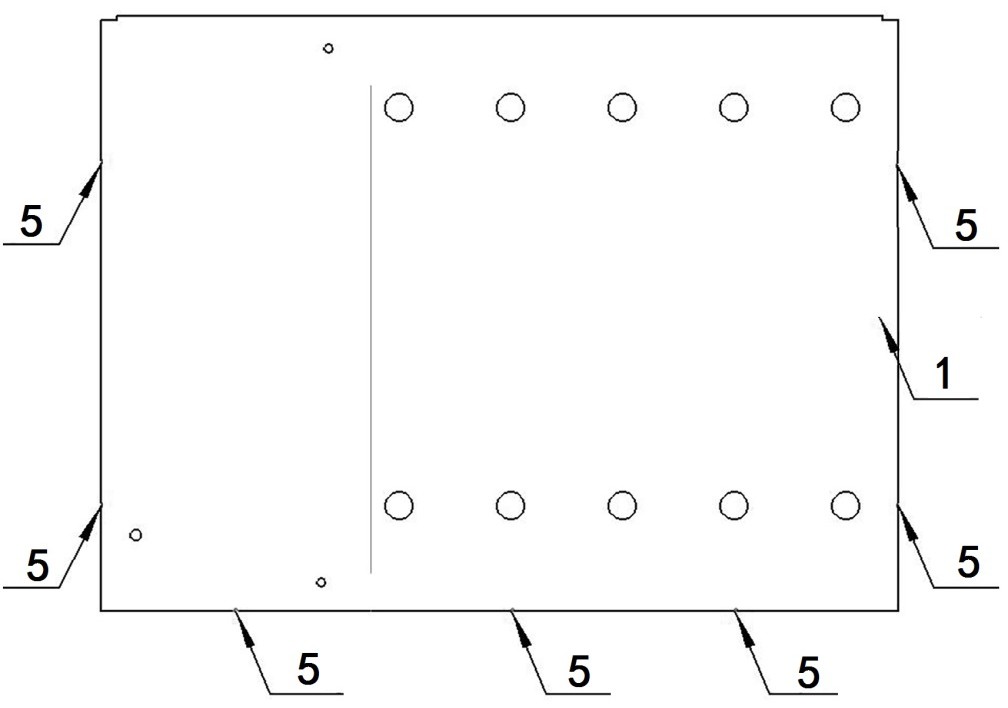
本发明涉及一种变压器油箱的焊接方法。一种变压器油箱的焊接方法,包括以下步骤:1)在油箱板、低压侧面板及高压侧面板需要进行焊接的边缘设置工艺缺口,工艺缺口将板体边缘分隔为至少两个焊接段;2)对各板体之间进行焊接,焊接时,各焊接段在其一端进行起弧,另一端进行收弧;3)采用堆焊的方式填补工艺缺口。本发明中在需要进行焊接的板体边缘处设置有工艺缺口,工艺缺口将原本较长的长焊缝分隔为多个短焊缝,由于每段焊缝的起弧、收弧处位于工艺缺口内,并通过堆焊的方式进行了填补,能够减少原先因焊接接头出现缺陷造成油箱渗漏,提高了油箱的加工质量。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有