

授权公布号:CN112222669B
一种焊缝结构及其制造方法
有效
申请
2020-12-09
申请公布
2021-01-15
授权
2021-03-16
预估到期
2040-12-09
| 申请号 | CN202011426059.9 |
| 申请日 | 2020-12-09 |
| 申请公布号 | CN112222669A |
| 申请公布日 | 2021-01-15 |
| 授权公布号 | CN112222669B |
| 授权公告日 | 2021-03-16 |
| 分类号 | B23K33/00;B23K9/02;B23K9/167;B23K9/235;B23P15/00 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 上海科科阀门集团有限公司 |
| 申请人地址 | 四川省绵阳市涪城区二环路南段6号 |
专利法律状态
2021-03-16
授权
状态信息
授权
2021-02-02
实质审查的生效
状态信息
实质审查的生效
2021-01-15
公布
状态信息
公布
摘要
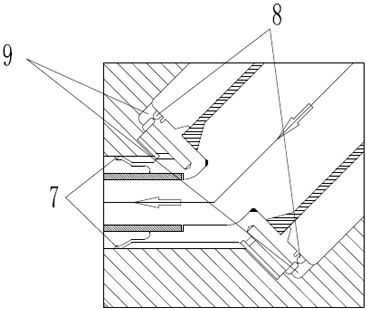
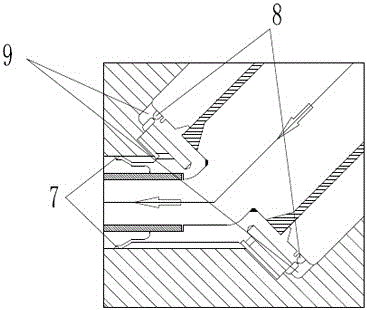
本发明公开了一种焊缝结构及其制造方法,适用于阀座和阀体的连接,焊缝结构包括尾部对接焊缝和头部对接焊缝,在焊缝介质阻隔台阶、尾部保温桶和头部保温桶的设置下,最大限度地降低了焊缝应力疲劳失效现象的发生,同时使焊缝避免了超高温介质的直接热辐射,头部热影响区焊缝的设置,使焊缝整个区域在恶劣的工况条件下更加安全可靠,焊缝应变槽和焊缝应变区的设置,有效延长焊缝疲劳失效现象的发生,阀座材质采用高温变形镍基合金NS3103,使异种材质焊接达到同等机械强度,阀座与阀体连接采用尾部对接焊缝和头部对接焊缝,形成等强度焊缝,提高了焊缝的整体强度,消除了角式焊缝根部裂纹的缺陷。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有