

授权公布号:CN113319299B
一种火花塞铱金电极基座的自动加工工艺
有效
申请
2020-12-31
申请公布
2021-08-31
授权
2021-11-23
预估到期
2040-12-31
| 申请号 | CN202011621246.2 |
| 申请日 | 2020-12-31 |
| 申请公布号 | CN113319299A |
| 申请公布日 | 2021-08-31 |
| 授权公布号 | CN113319299B |
| 授权公告日 | 2021-11-23 |
| 分类号 | B23B1/00;B23B15/00;B23Q17/24;B23Q11/00;B23Q11/10;G01B11/22;G01C9/06 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 宁波纽时达火花塞股份有限公司 |
| 申请人地址 | 浙江省宁波市慈溪市坎墩街道坎墩工业园区浙江省慈溪市坎墩街道坎墩工业园区 |
专利法律状态
2021-11-23
授权
状态信息
授权
2021-09-17
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23B1/00;申请日:20201231
2021-08-31
公布
状态信息
公布
摘要
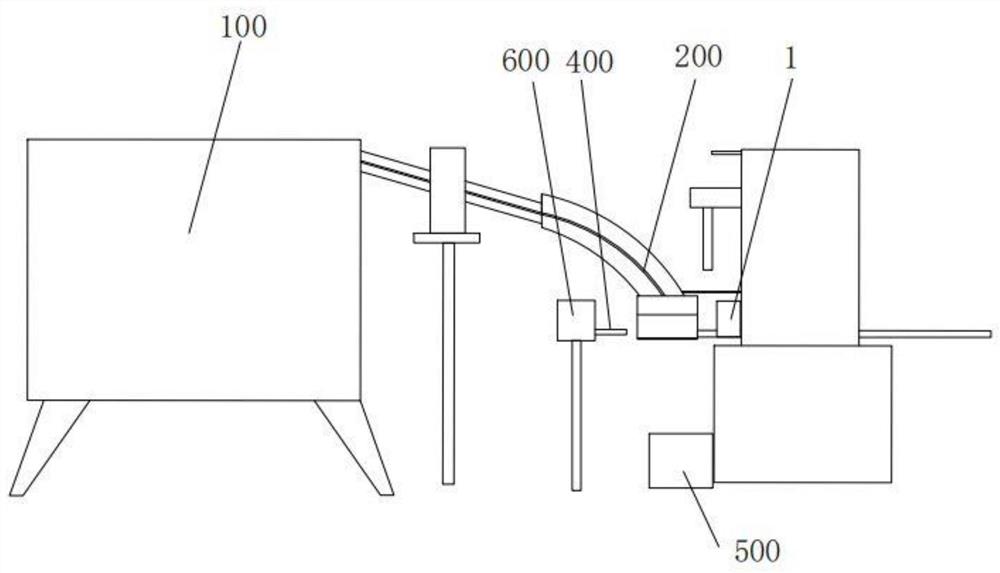
本发明公开了一种火花塞铱金电极基座的自动加工工艺,包括以下步骤:将代加工的铱金电极倒入转动上料盘内,然后从转动上料盘的出口处依次进入到振动通道内,铱金电极会从振动通道内落入滑槽中;然后进料顶杆伸出将铱金电极推入夹具内,进料顶杆将铱金电极推至从夹具另一端伸出并抵接在伸缩推杆上为止,然后紧固环移动使夹具夹紧;然后,自动车刀便会进给对铱金电极进行自动车削形成基座;最后伸缩推杆将加工后的铱金电极推出,将加工完成的铱金电极从夹具的进料口处顶出,加工完成的铱金电极便会落入位于夹具进料口下方的接料盆中;所述进料顶杆末端传动连接一个驱动电机,本发明的实现了全自动加工节省了人工成本,且加工效率更高。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有