

授权公布号:CN109434255B
液力变矩器总成焊接设备及其焊接方法
有效
申请
2018-12-29
申请公布
2019-03-08
授权
2023-08-11
预估到期
2038-12-29
| 申请号 | CN201811638429.8 |
| 申请日 | 2018-12-29 |
| 申请公布号 | CN109434255A |
| 申请公布日 | 2019-03-08 |
| 授权公布号 | CN109434255B |
| 授权公告日 | 2023-08-11 |
| 分类号 | B23K9/173;B23K9/32;B23P23/00 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 成都焊研科技股份有限公司 |
| 申请人地址 | 四川省成都市东三环二段龙潭工业集中发展区航天路18号 |
专利法律状态
2023-08-11
授权
状态信息
授权
2023-07-21
著录事项变更
状态信息
著录事项变更;IPC(主分类):B23K9/173;变更事项:申请人;变更前:成都焊研科技有限责任公司;变更后:成都焊研科技股份有限公司;变更事项:地址;变更前:610000 四川省成都市东三环二段龙潭工业集中发展区航天路18号;变更后:610000 四川省成都市东三环二段龙潭工业集中发展区航天路18号
2019-04-02
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23K9/173;申请日:20181229
2019-03-08
公布
状态信息
公布
摘要
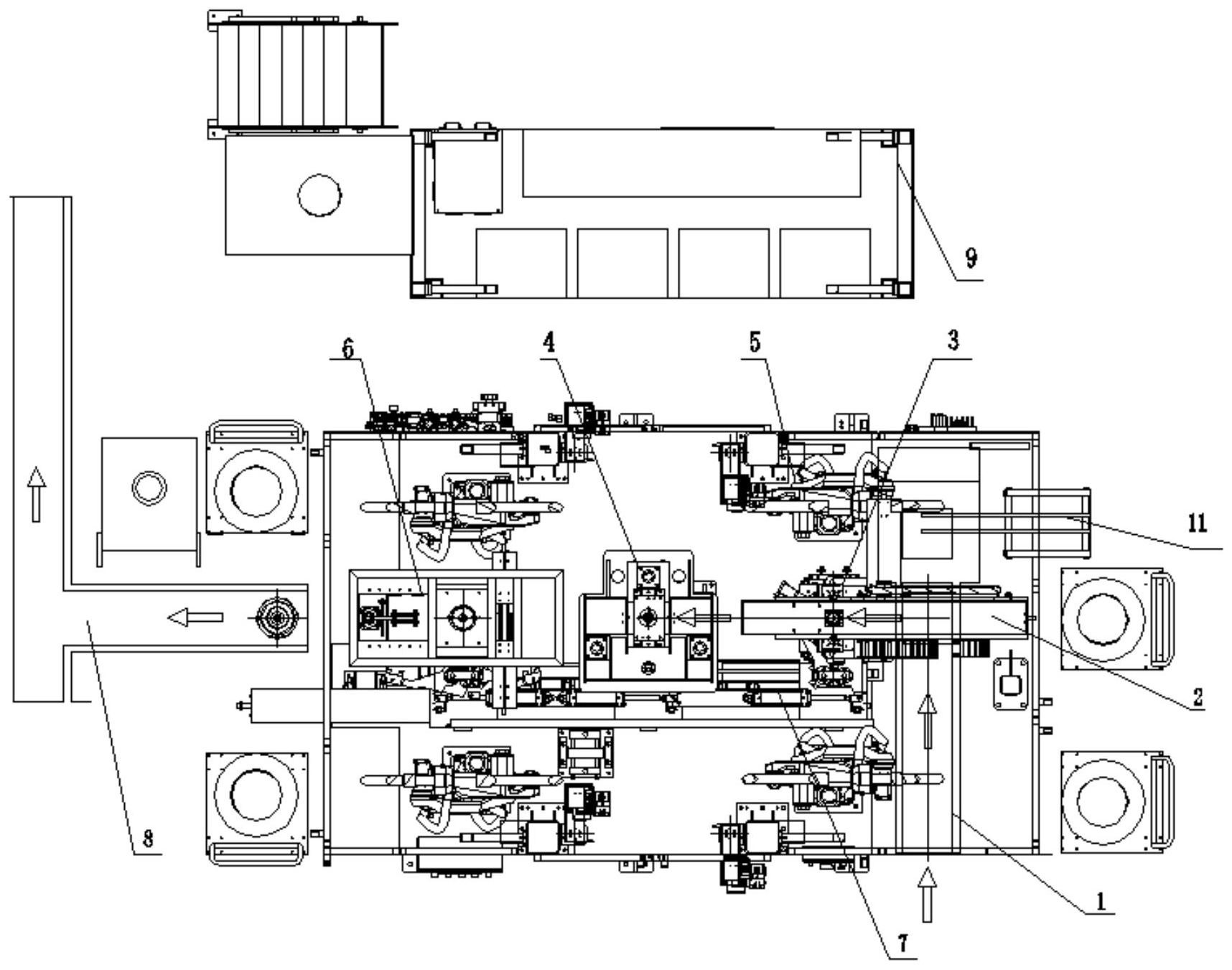
本发明公开了液力变矩器总成焊接设备及其焊接方法,包括上料传送机构,上料移载机构,工件高度检测机构,不合格品存储架,焊接工位,机器人焊接系统,自动打磨工位,下料传送机构,分别与所述上料移载机构、多工位自动移载机构,电气控制柜,本发明通过上料传送机构的传送,上料移载机构的上料和不合格品的移载,工件高度检测机构的产品检测以及角度定位,焊接工位和机器人焊接系统的自动焊接,打磨工位的自动打磨,相互之间通过多工位自动移载机构进行工件的搬运衔接,实现了工件的自动焊接,保证了产品的尺寸精度,解决了现有技术的局限性,提高了生产效率。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有