

授权公布号:CN106670734B
一种蜗轮式回转支承的加工方法
有效
申请
2016-07-27
申请公布
2017-05-17
授权
2018-12-04
预估到期
2036-07-27
| 申请号 | CN201610601062.7 |
| 申请日 | 2016-07-27 |
| 申请公布号 | CN106670734A |
| 申请公布日 | 2017-05-17 |
| 授权公布号 | CN106670734B |
| 授权公告日 | 2018-12-04 |
| 分类号 | B23P15/00 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 马鞍山市安耐特回转支承有限公司 |
| 申请人地址 | 安徽省马鞍山市雨山经济开发区智能装备制造产业园18栋 |
专利法律状态
2018-12-04
授权
状态信息
授权
2018-11-09
著录事项变更
状态信息
著录事项变更;IPC(主分类):B23P15/00;变更事项:申请人;变更前:马鞍山市安耐特回转支承有限公司;变更后:马鞍山市安耐特回转支承有限公司;变更事项:地址;变更前:243000 安徽省马鞍山市当涂县太白镇新桥村;变更后:243000 安徽省马鞍山市雨山经济开发区智能装备制造产业园18栋
2017-06-09
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23P15/00;申请日:20160727
2017-05-17
公布
状态信息
公布
摘要
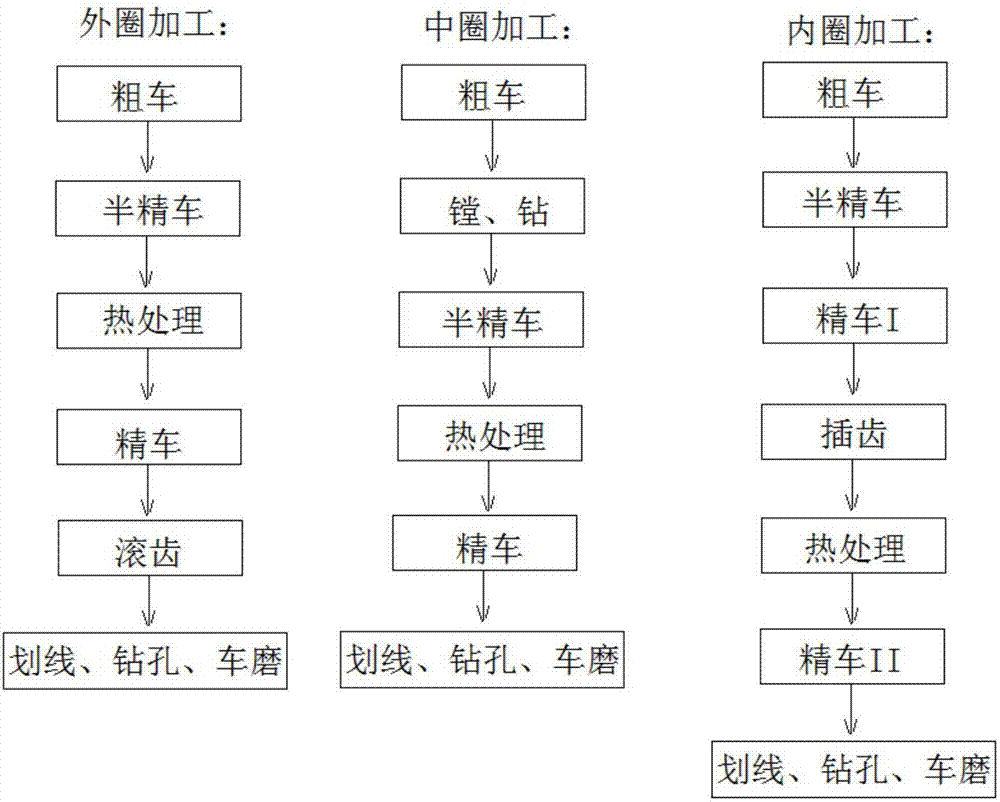
本发明公开了一种蜗轮式回转支承的加工方法,属于回转支承加工技术领域。本发明中外圈加工工序流程为:粗车—半精车—热处理—精车—滚齿—划线—钻孔—车磨,中圈加工工序流程为:粗车—镗、钻—半精车—热处理—精车—划线—钻孔—车磨,内圈加工工序流程为:粗车—半精车—精车I—插齿—热处理—精车II—划线—钻孔—车磨。采用本发明的方法加工的回转支承,可满足娱乐机械、轻工业机械、灌装机械等行业对双向回转运动的要求,能承受较大的翻转力矩,且轮齿的耐磨性明显提高,密封圈与回转支承之间的安装更加牢固,不易脱落,大大延长了其使用寿命。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有