

授权公布号:CN114669920B
一种低温状态下厚板焊接方法
有效
申请
2022-04-13
申请公布
2022-06-28
授权
2023-07-28
预估到期
2042-04-13
| 申请号 | CN202210382413.5 |
| 申请日 | 2022-04-13 |
| 申请公布号 | CN114669920A |
| 申请公布日 | 2022-06-28 |
| 授权公布号 | CN114669920B |
| 授权公告日 | 2023-07-28 |
| 分类号 | B23K37/00;B23K37/04 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 长江精工钢结构(集团)股份有限公司 |
| 申请人地址 | 安徽省六安市经济技术开发区长江精工工业园 |
专利法律状态
2023-07-28
授权
状态信息
授权
2022-07-15
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23K37/00;申请日:20220413
2022-06-28
公布
状态信息
公布
摘要
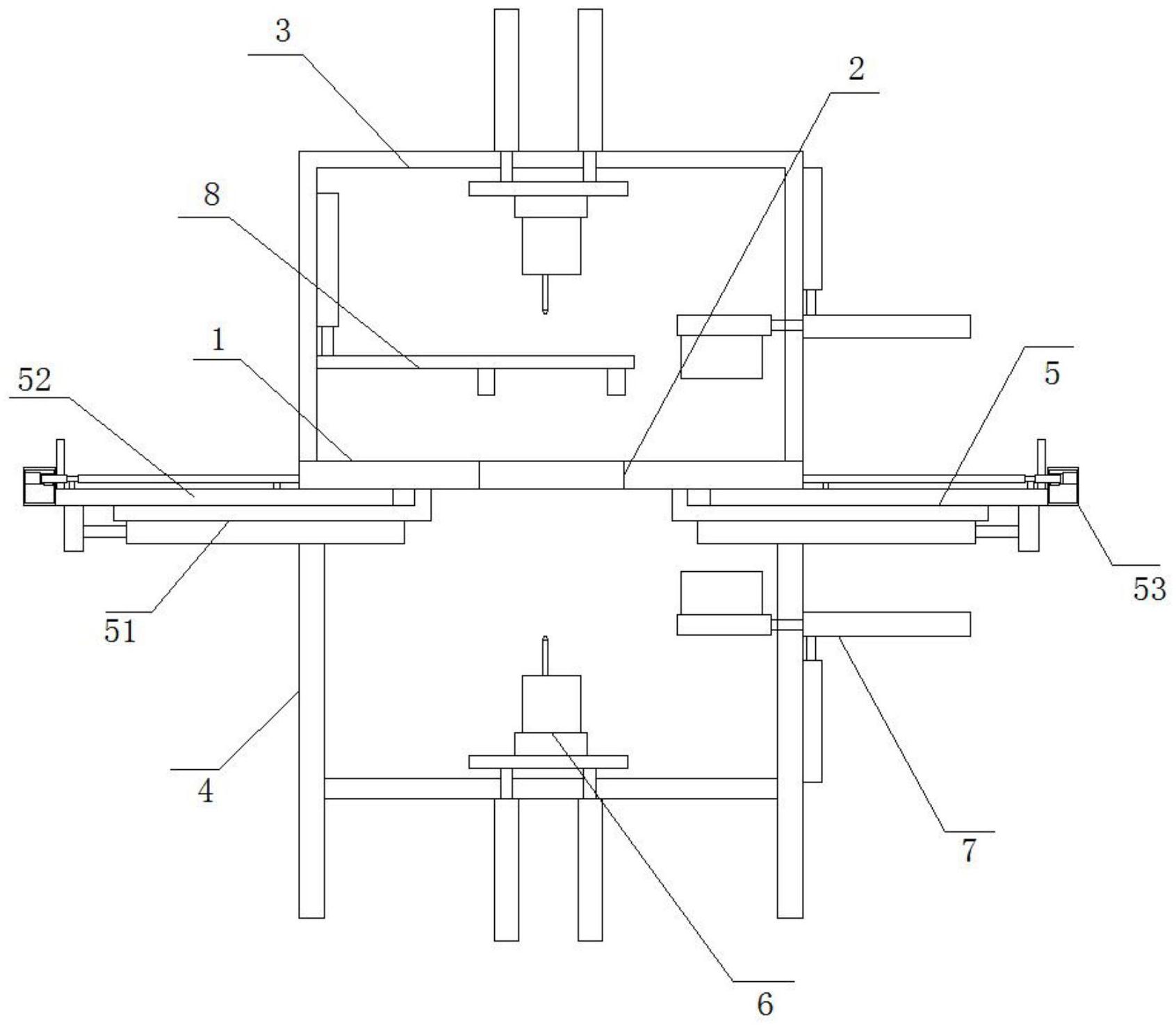
本发明属于厚板焊接技术领域,尤其是一种低温状态下厚板焊接方法,现提出如下方案,包括以下步骤:S1胚料预处理:在待焊接的厚钢板焊接端进行切割打磨,切割成斜坡状,斜坡打磨清理,将切割的杂质打磨干净;S2将预处理的胚料放置在焊接装置上进行夹紧固定:将切割打磨后的厚钢板放置在焊接装置上进行定位夹紧,使两组厚钢板之间的间隙保持一致;S3:胚料预热处理:将定位夹紧在焊接装置上的厚钢板进行预热处理。本发明能够自适应不同宽度长度的厚钢板的夹持定位操作,在对厚钢板进行保温的时候根据厚钢板的宽度自适应形成保温用的隔离腔体,减少焊接装置成本投入,提高焊接装置的适用范围,提高焊接装置的焊接范围,节省成本,提高焊接效率。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有