

授权公布号:CN103071983B
一种圆盘浇铸机的驱动齿板结构制造方法
有效
申请
2013-01-04
申请公布
2013-05-01
授权
2015-04-15
预估到期
2033-01-04
| 申请号 | CN201310001100.1 |
| 申请日 | 2013-01-04 |
| 申请公布号 | CN103071983A |
| 申请公布日 | 2013-05-01 |
| 授权公布号 | CN103071983B |
| 授权公告日 | 2015-04-15 |
| 分类号 | B23P15/14;F16H55/17 |
| 分类 | 机床;不包含在其他类目中的金属加工; |
| 申请人名称 | 云南铜业股份有限公司 |
| 申请人地址 | 云南省昆明市人民东路111号 |
专利法律状态
2015-04-15
授权
状态信息
授权
2013-06-05
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23P15/14;申请日:20130104
2013-05-01
公布
状态信息
公布
摘要
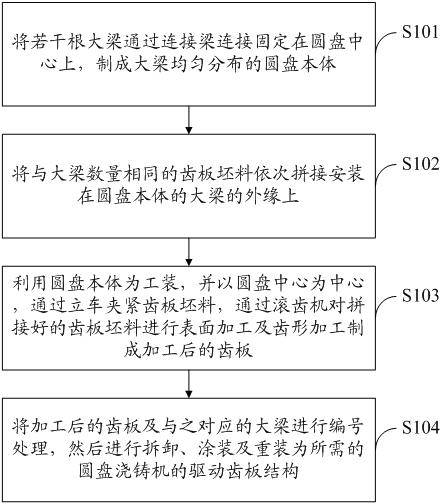
本发明公开一种圆盘浇铸机的驱动齿板结构制造方法,其中,所述方法,包括步骤:将若干根大梁通过连接梁连接固定在圆盘中心上,制成大梁均匀分布的圆盘本体;将与大梁数量相同的齿板坯料依次拼接安装在圆盘本体的大梁的外缘上;利用圆盘本体为工装,并以圆盘中心为中心,通过立车夹紧齿板坯料,通过滚齿机对拼接好的齿板坯料进行表面加工及齿形加工制成加工后的齿板;将加工后的齿板及与之对应的大梁进行编号处理,然后进行拆卸、涂装及重装为所需的圆盘浇铸机的驱动齿板结构。本发明大大降低了齿板拼接处产生的累计误差,解决了圆盘在转动时出现晃动及抖动的问题,提高了阳极板产品的质量,阳极板产品质量合格率提高导了97%以上,效率也达到70~120t/h。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有