

授权公布号:CN108687306B
一种合金浇铸的工艺
有效
申请
2018-06-26
申请公布
2018-10-23
授权
2020-02-28
预估到期
2038-06-26
| 申请号 | CN201810666474.8 |
| 申请日 | 2018-06-26 |
| 申请公布号 | CN108687306A |
| 申请公布日 | 2018-10-23 |
| 授权公布号 | CN108687306B |
| 授权公告日 | 2020-02-28 |
| 分类号 | B22C9/02;B22D30/00;B22D46/00;C22C1/02;C22C33/08 |
| 分类 | 铸造;粉末冶金; |
| 申请人名称 | 四川峨眉山龙马木业有限公司 |
| 申请人地址 | 四川省乐山市峨眉山市工业集中区加工仓储物流园区 |
专利法律状态
2020-02-28
授权
状态信息
授权
2018-11-16
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B22C 9/02
2018-10-23
公布
状态信息
公开
摘要
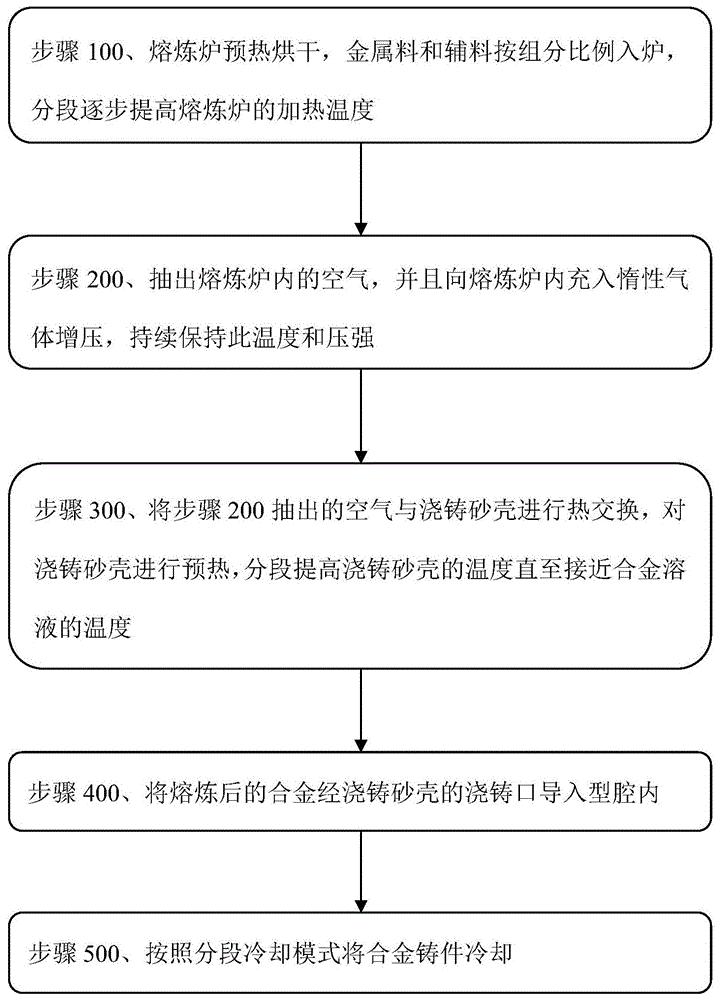
本发明公开了一种合金浇铸的工艺,本浇铸工艺包括如下步骤:步骤100、熔炼炉预热烘干,金属料和辅料按组分比例入炉,分段提高熔炼炉的加热温度;步骤200、抽出熔炼炉内的空气,并且向熔炼炉内充入惰性气体增压,持续保持此温度和压强;步骤300、将步骤200抽出的空气与浇铸砂壳进行热交换,对浇铸砂壳进行预热,分段提高浇铸砂壳的温度直至接近合金溶液的温度;步骤400、将熔炼后的合金经浇铸砂壳的浇铸口导入型腔内;步骤500、按照分段冷却模式将合金铸件冷却;提高浇铸设备的使用寿命,控制合金溶液的吸气量,提高产品应力,同时循环利用热量,减少资源浪费,减少剧烈冷却产生的裂纹,从而提高生产质量。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有