

授权公布号:CN114799095B
一种钢筋免加热直轧方法及免加热直轧方法轧制的钢筋
有效
申请
2022-04-28
申请公布
2022-07-29
授权
2023-12-29
预估到期
2042-04-28
| 申请号 | CN202210471382.0 |
| 申请日 | 2022-04-28 |
| 申请公布号 | CN114799095A |
| 申请公布日 | 2022-07-29 |
| 授权公布号 | CN114799095B |
| 授权公告日 | 2023-12-29 |
| 分类号 | B22D11/00;B22D11/16;B22D11/126;B22D11/22;B22D11/124;B22D11/12;C22C38/02;C22C38/04;C22C38/60;C22C38/12;C22C33/04;C22C33/06;B21B1/18;B21B37/74 |
| 分类 | 铸造;粉末冶金; |
| 申请人名称 | 广西柳州钢铁集团有限公司 |
| 申请人地址 | 广西壮族自治区柳州市北雀路117号 |
专利法律状态
2023-12-29
授权
状态信息
授权
2022-08-16
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B22D11/00;申请日:20220428
2022-07-29
公布
状态信息
公布
摘要
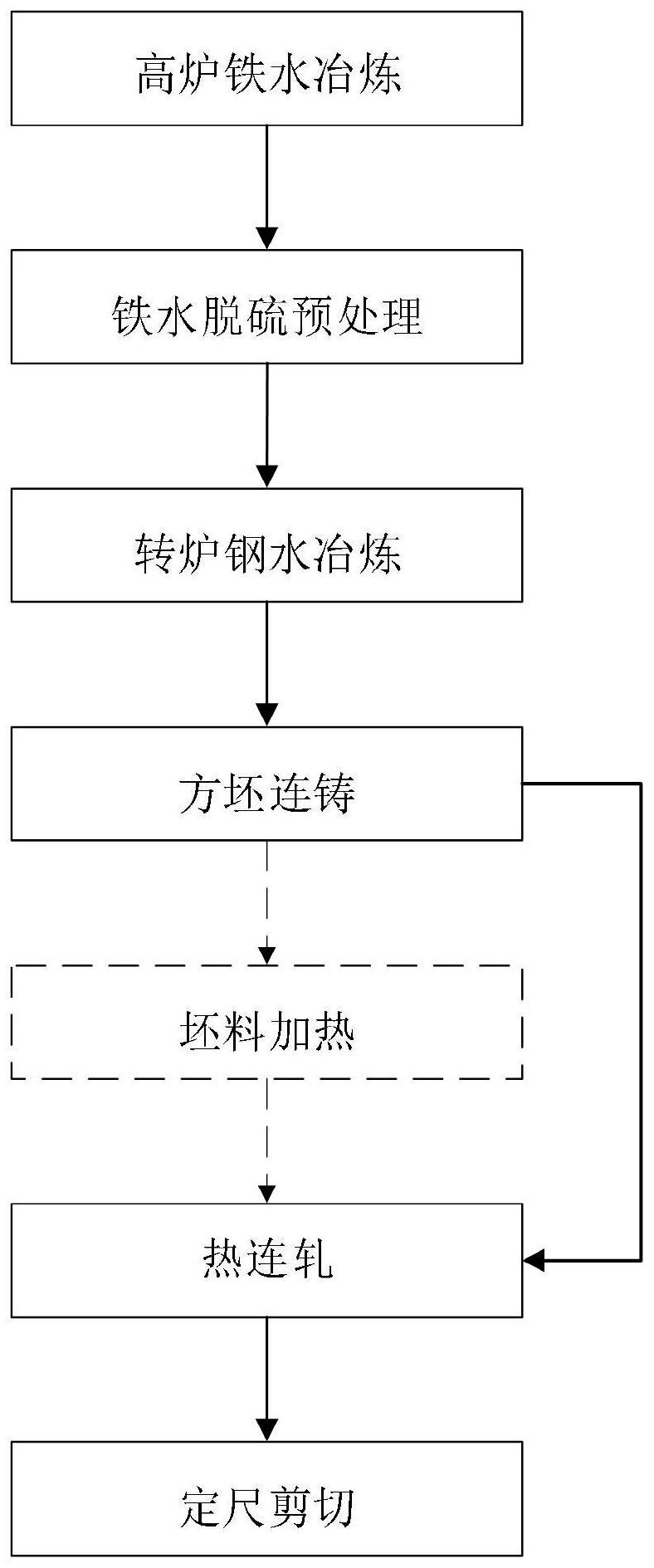
本发明实施例提供一种钢筋免加热直轧方法和免加热直轧方法轧制的钢筋,包括:依次进行高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、方坯连铸、热连轧、和定尺剪切工序;其中,在所述方坯连铸工序中,将铸坯的头部温度与尾部温度的差值控制于20℃~40℃;在所述热连轧工序中,将轧件的头部温度与尾部温度的差值控制于20℃~30℃。通过本发明的技术方案,可将采用免加热直轧工艺得到的钢筋的头尾部温差控制在合理的范围内,消除由于头尾部温差过大带来的头尾部强度一致性差的问题。所述免加热直轧方法轧制的钢筋化学成分及重量百分比为:C:0.23Wt%,Si:0.50Wt%,Mn:1.19Wt%,P:0.030Wt%,S:0.026Wt%,Nb:0.002Wt%,Ti:0.002Wt%,Alt:0.0019Wt%,V:0.026Wt%,N:0.0075Wt%。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有