

授权公布号:CN110735860B
轴承滚道加工装置及加工方法及外圈、内圈和高负荷轴承
有效
申请
2019-10-23
申请公布
2020-01-31
授权
2021-05-14
预估到期
2039-10-23
| 申请号 | CN201911009285.4 |
| 申请日 | 2019-10-23 |
| 申请公布号 | CN110735860A |
| 申请公布日 | 2020-01-31 |
| 授权公布号 | CN110735860B |
| 授权公告日 | 2021-05-14 |
| 分类号 | F16C33/58;B23P15/00 |
| 分类 | 工程元件或部件;为产生和保持机器或设备的有效运行的一般措施;一般绝热; |
| 申请人名称 | 张家港AAA精密制造股份有限公司 |
| 申请人地址 | 江苏省苏州市张家港市金港镇后塍澄杨路5号(AAA) |
专利法律状态
2021-05-14
授权
状态信息
授权
2020-03-27
实质审查的生效
状态信息
实质审查的生效
2020-01-31
公布
状态信息
公布
摘要
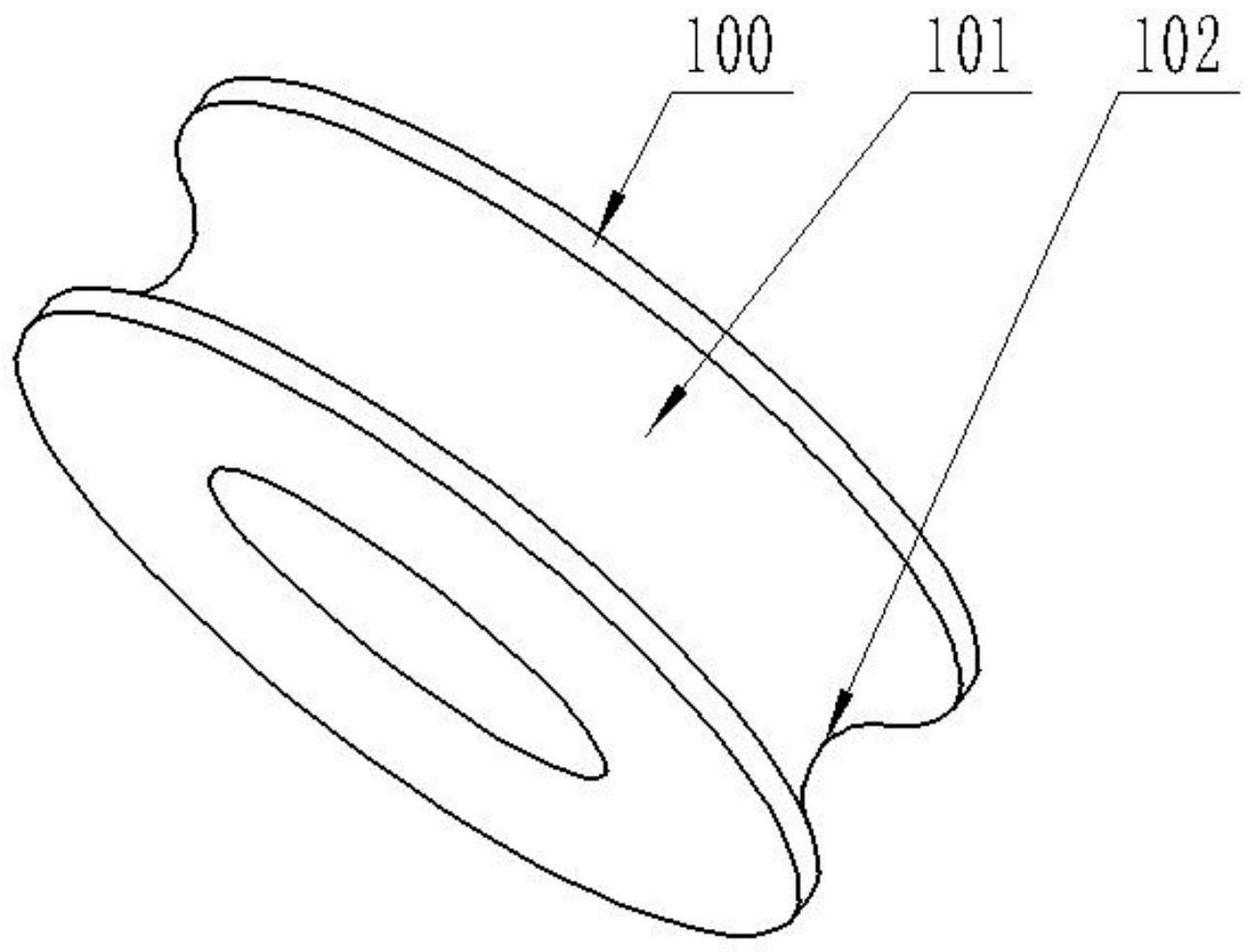
本发明公开了轴承滚道加工装置及加工方法及外圈、内圈和高负荷轴承,涉及轴承技术领域,包括:第一丝杆、第二丝杆、调节组件、加工组件。本发明通过第一丝杆和第二丝杆旋转驱动加工组件移动到指定位置,之后再通过第二丝杆旋转驱动加工组件移动对轴承的外圈与内圈加工形成外滚道和内滚道,最后通过控制调节杆推出加工组件内的加工体对外滚道和内滚道的顶点部位加工成内凹槽和外凹槽,有利于在轴承安装时以及轴承工作时,内、外凹槽容纳进入到外滚道与内滚道的颗粒物,避免颗粒物堆积在顶点部位,使得轴承外圈、内圈与滚动体配合不紧密,造成轴承在高速工作或低速重载工作时,造成轴承转动性能下降。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有