

授权公布号:CN102606083B
一种金刚石切削刀具及其制作方法
有效
申请
2012-03-29
申请公布
2012-07-25
授权
2014-04-16
预估到期
2032-03-29
| 申请号 | CN201210087782.8 |
| 申请日 | 2012-03-29 |
| 申请公布号 | CN102606083A |
| 申请公布日 | 2012-07-25 |
| 授权公布号 | CN102606083B |
| 授权公告日 | 2014-04-16 |
| 分类号 | E21B10/46;B22F7/08 |
| 分类 | 土层或岩石的钻进;采矿; |
| 申请人名称 | 山东昌润钻石股份有限公司 |
| 申请人地址 | 山东省聊城市卫育路45号 |
专利法律状态
2014-04-16
授权
状态信息
授权
2013-03-06
著录事项变更
状态信息
著录事项变更;IPC(主分类):E21B10/46;变更事项:申请人;变更前:山东聊城昌润超硬材料有限公司;变更后:山东昌润钻石股份有限公司;变更事项:地址;变更前:252000 山东省聊城市卫育北路45号;变更后:252000 山东省聊城市卫育路45号
2012-11-14
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):E21B10/46;申请日:20120329
2012-07-25
公布
状态信息
公布
摘要
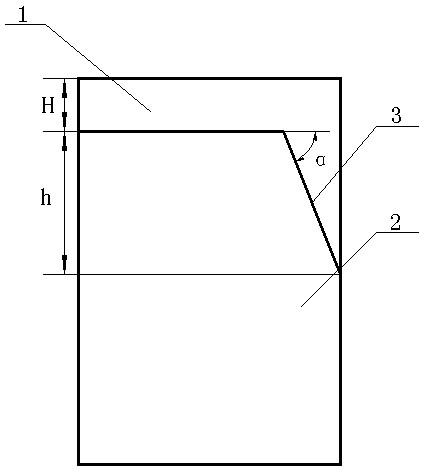
一种金刚石切削刀具及其制作方法,由圆柱形合金基座和聚晶层组成,合金基座上端一侧开设一个斜面,斜面与水平面的夹角α为55~75°,斜面高度h为3~15mm,合金基座的顶面和斜面设置聚晶层,聚晶层直径与合金基座的直径相同,聚晶层的厚度H为2~3mm。其制作方法为:切削—表面处理—加压烧结。本发明所述的切削刀具能够有效抵抗泥砂和石块的冲蚀磨损作用,保证合金基座的支撑作用,耐磨性增加,是普通切削刀具寿命的5~10倍,避免频繁的更换切削刀具;钻速能够提高20~40%,节约成本10~30%。在制备过程中,合成压力较低、合成温度较低、工艺加工时间缩短,降低生产成本,提高工作效率,适应大批量规模化生产。
 chinappkf
客服微信号
chinappkf
客服微信号
 chinappsw
商务合作
chinappsw
商务合作
 品牌风云榜
关注公众号
品牌风云榜
关注公众号
CopyRight 2005-2026 品牌网 chinapp.com 版权所有